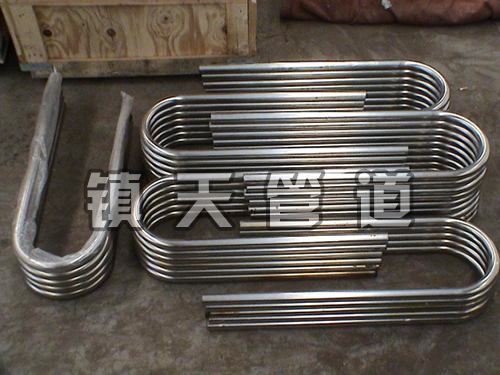
厚壁冲压弯头是一种改变碳钢管方向的金属管,弯头材料有铸铁、不锈钢、合金钢、锻件、铸铁、碳钢、有色金属和塑料等。它分为一个铸造弯头编号并连接到一个管道上:采用直接焊接(相对)法兰连接、热焊、电焊、螺纹连接和插入连接的方法,如碳钢弯头,管坯无需,底座简单,精度简单。冲压弯头组焊方便,特别适合现场加工大型弯头。孔径问题是无缝弯头挤压加工中孔径存在微小误差,但目前的生产工艺可以确定在我国范围内。冲压弯头运输和挤压时的正面和背面划痕在轧管机中打磨平整,并辅以大深层局部电焊后未出现缺口。防锈漆的涂覆方法不仅适用于刷漆,也适用于池塘上的油漆,以每个地方的防锈漆均匀,干燥后,可将防锈漆与铁和磁铁粘合成无缝弯曲,并将其包装在无尘工作场所。具体而言,冲压弯头是一种加热管道并在设备中加工的方法,切割、加热到临界温度以上,然后快将其放入淬火剂中,然后快降低温度,并以高于临界冷却速度的速度不慢速冷却。
厚壁冲压弯头是将弯头加热到临界温度或愈高,并保温一段时间,然后加入淬火剂,不慢降低温度的热处理方法,温度以高于临界冷却速度的速度不慢速冷却,以获得主要由马氏体组成的不平衡织构。淬火可以提升钢的强度和硬度,但会降低其塑性。冲压弯头常用的淬火剂有水、油、碱水和盐溶液。
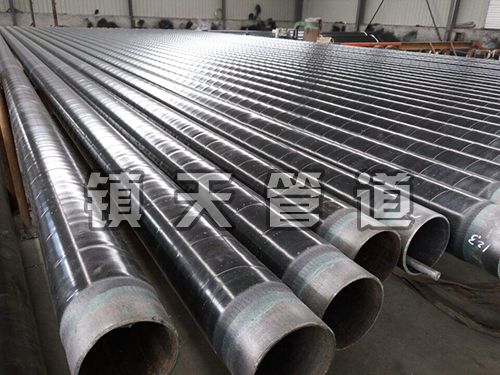
厚壁冲压弯头具有内壁光滑、热媒流动阻力小,、使用寿命不错,安装方便等优点。那么,在使用冲压弯头的时候需要注意什么呢?小编给大家介绍下。
1、不锈钢冲压弯头焊后硬化性大,容易产生裂纹。若采用同类型的不锈钢冲压弯头焊接,需要进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用不锈钢冲压弯头焊条。
2、不锈钢冲压弯头皮有钛钙型和低氢型。钛钙型可用于交直流,但交流焊时熔深较浅,同时容易发红,故尽可能采用直流电源。
3、不锈钢冲压弯头焊接时,受到重复加热析出碳化物,降低蚀性和力学性能。
4、为防止由于加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。
5、不锈钢冲压弯头,为改进不怕蚀性能及焊接性而适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较不锈钢冲压弯头好一些。采用同类型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢焊条。
6、焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则皮容易开裂剥落),防止焊条皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。
不锈钢冲压弯头具有相应的不怕蚀(氧化性酸、酸、气蚀)、不怕热和性能。通常用于电站、化工、石油等设备材料。有需要订购冲压弯头的可以咨询我们。
厚壁冲压弯头生产的流程及注意事项:
1、冲压弯头的生产是有压力机,底座模具,上压模具,和填充模具等几个设备的共同作用下才可以生产的,压力机的压力需要大于弯头变形的力量。
2、冲压弯头生产的时候温度也是很重要的,温度过高的话弯头会在炉内掉落氧化皮子,也会导致壁厚变厚,从而影响整体外观,所以温度改成要掌控好。
3、冲压弯头生产出来之后就是盘口和车口修磨了,这些都是细致活,改成要认真仔细。因为这影响着整体外观。