厚壁冲压弯头是一种良好的弯头,在不同的区域和行业中普遍使用和推广,得不同程度的应用和普及。冲压弯头是采用与管材相同材质的板材用冲压模具冲压成半块环形弯头,然后将两块半环弯头进行组对焊接成形,冲压弯头的焊接需要按照相应的工序进行生产和加工。由于各类管道的焊接标准不同,通常是按组对点固的半成品出厂,现场施工根据管道焊缝等级进行焊接,因此,也称为两半冲压弯头。
1、冲压弯头加工是借助于常规或用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得形状,尺寸和性能的产品零件的生产技术。
2、在加工中注意事项良好的生产技术。板料,模具和设备是冲压加工的三要素,在生产时要注意良好的使用与配合。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。
3、冲压弯头在不同的区域和行业中使用,在使用时需要按照相应的标准进行生产和使用,在使用时严格注意,确定冲压弯头的质量和性能,使其具有良好的使用寿命。
厚壁冲压弯头在加热的时候需求正火+回火热处理、机加工端口,壁厚需留有烧损及机加工余量。另外,圆管胚要经过切割机的切割加工成长度约为一米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度,炉内温度控制是关键性的问题圆管坯出炉后要经过压力穿孔机进行穿空,燃料为氢气或乙炔。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产速率还不错,产品质量好,穿孔扩径量大,可穿多种管件穿孔后,圆管坯就先后被三辊斜轧,连轧或挤压,挤压后要脱管定径,定径机通过锥形钻头旋转入钢胚打孔,形成管件。厚壁冲压弯头的钝化工艺可分为湿法和干法两种。大家需求留意的是在整个出产过程中,需要是在相应的热度中进行弯头的,不然的话就不会到达相应的作用。
下面,带您了解下厚壁冲压弯头安装之前的准备工作:
1、地下室或地下构筑物外墙有管道穿过时应采取措施,对于有严格要求的应作柔性套管。
2、安装在主干管的起切断作用的闭路阀门应逐个作强度性和严密性试验。
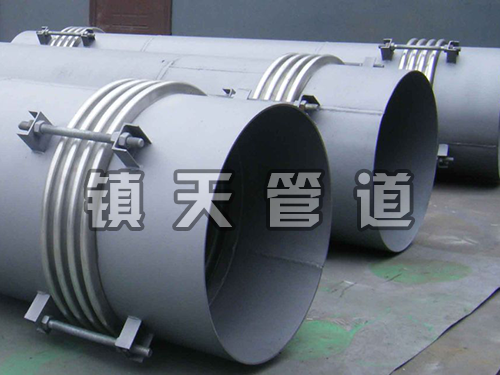
3、管道穿越伸缩缝、沉降缝、缝敷设时应加伸缩节:给水、喷洒加橡胶软接头;冷冻水加不锈钢软接头。
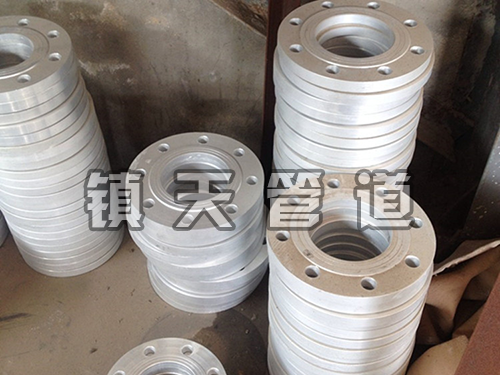
4、管道上的厚壁冲压弯头外径应=弯道外径。
5、在穿墙处做成方形补偿器,水平安装。
6、在管道或保温层外皮上、下部留有不小于150mm的净空。
7、支架位置正确,应埋设平整。
8、设备、附件应设吊架、支架、托架。
冲压弯头的成型工艺进程是复杂的,需求根据不同的材质和用途进行焊接,在的压力下进行逐渐成形。冲压弯头的成型需求按照的工序进行,严格遵守相应的流程进程,否则生产出的冲压弯头就会产生质量问题。根据需求,一个圆形环壳可以切割成4个90°弯头或6个60°弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1。5D的任意规格大型推制弯头,是制造大型推制弯头的抱负方法。这种工艺成型方法运用在不同弯头的生产中,在不同的区域中展示杰出的运用价值,使工艺在不同的弯头制造中具有杰出的价值表现。
对冲压弯头各部件的切削具备经济性,在对技能改进的探索中,公司特别注重于对不怕化学剂和高温的不锈钢冲压弯头袋的铣削。冲压弯头进行刨铣时影响经济性的决定性因素是冲压弯头的铣削功率与服务时刻之间的折中做法。在其一次实验中,钢袋承受十五次湿式进刀,然后再承受十次干式铣削。其间在较长时刻的运行之后会产生刀瘤和细微的自由面磨损,因此在将来应对全部钢袋进行湿式加工。然后运用直径为81毫米、带有六个刀片的仿形铣刀。在相同的切削数值下,对不锈钢冲压弯头袋上方的平面进行16.7分的干式铣削,与竞争对手的圆盘刀具比较,这种不锈钢冲压弯头的运用寿命明显提升。