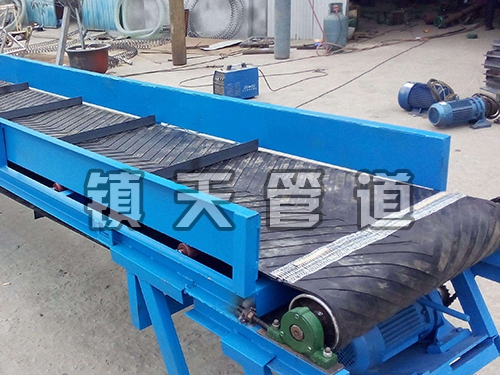
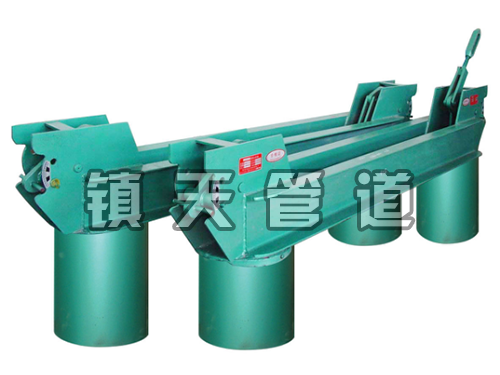
冲压弯头是早应用于批量出产无缝弯头的成形工艺,在常用标准的弯头出产中已被热推法或其它成形工艺所代替,但在某些标准的弯头中因出产数量少、壁厚过厚或过薄。产品有特别要求时仍在运用。弯头的冲压成形选用与弯头外径持平的管坯,运用压力机在模具中直接限制成形。在冲压前,管坯摆放鄙人模上,将内芯及端模装入管坯,上模向下运动开端限制,经过外模的束缚和内模的支撑效果使弯头成形。
冲压弯头分冷冲压和热冲压两种,一般依据资料性质和设备才能挑选冷冲压或热冲压。冷挤压弯头的成形进程是运用用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的空隙运动而完结成形进程。选用表里模冷挤压I艺制作的弯头外形漂亮、壁厚均匀、尺度误差小,故关于不锈钢夸头特别是薄壁的不锈钢弯头成形多选用这一工艺制作。这种工艺所运用的表里模精度要求高;对管坯的壁厚误差要求也比较严苛。
冲压弯头在不同的区域和行业中使用,在使用时需要按照相应的标准进行生产和使用,下面讲解一下冲压弯头的注意事项和方法,在使用时严格注意,确定冲压弯头的质量和性能,使其具有良好的使用寿命。
1、冲压弯头焊后硬化性大,容易产生裂纹,在焊接时选用不同的焊条进行焊接,确定焊接的冲压弯头的质量。若采用同类型的铬冲压弯头焊条焊接,需要进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍冲压弯头。不同种类的焊条在使用中具有不同的性能和特点,在使用中按照相应的需要选用,确定焊接的冲压弯头的质量。
2、为改进冲压弯头不怕蚀性能及焊接性,在生产时适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较铬冲压弯头好一些。采用同类型的铬不锈钢冲压弯头时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢冲压弯头。
3、冲压弯头具有良好蚀性和防化学反应性,良好的特点促使其在不同的区域中使用和推广,普遍应用于化工、化肥、石油、机械制造。
4、冲压弯头具有相应的不怕蚀(氧化性酸、酸、气蚀)、不怕热和性能。通常用于电站、化工、石油等设备材料。铬不锈钢冲压弯头焊接性较差,应注意焊接工艺、热处理条件及选用适当电焊条。
5、冲压弯头皮有钛钙型和低氢型。钛钙型可用于交直流,但交流焊时熔深较浅,同时容易发红,故不锈钢冲压弯头尽可能采用直流电源。
6、冲压弯头使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则皮容易开裂剥落),防止不锈钢冲压弯头皮粘油及其它脏物,以免致使不锈钢冲压弯头焊缝增加含碳量和影响焊件质量。
7、冲压弯头进行焊接时,经过加热会释放出碳化物,受到重复加热析出碳化物,释放的碳化物会影响冲压弯头的性能,降低不易腐蚀性和力学性能。
影响冲压弯头几何形状的工艺参数:
1、冲压弯头是管系中的薄弱环节管道的性主要由冲压弯头的工作能力决定。冲压弯头的工作能力与其所处的应力状态有关。计算和现场对管件工作应力实测发现,冲压弯头起弧点处对外荷载特别敏感,除去内压和自重等的外载主要是管系在起动过程中管道金属热膨胀,管系震动和支吊架工作异常等引起的附加外载。
2、当冲压弯头起弧截面是一个对接焊口时这些变动的外载将造成焊口处于复杂应力状态,严重削弱焊口强度降低冲压弯头工作能力,缩短冲压弯头使用寿命为此从设计上考虑,将对焊冲压弯头的接口改成直段对接,即设计成带直段冲压弯头有利于焊口对接提升焊口质量,改进冲压弯头使用寿命。
影响冲压弯头几何形状的工艺参数有:推制用坯料的材质、壁厚和外径、芯棒头的材质及形状、加热温度及其分布以及推进速度。不同的因素对冲压弯头的具有不同的影响,在使用中需要按照相应的方式和方法使用,确定冲压弯头在使用中的具体使用价值和作用。