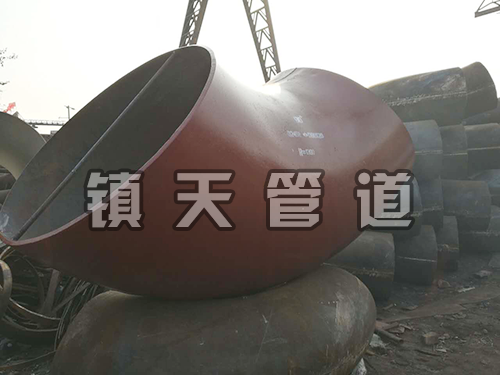
不锈钢弯头能够在管道的使用中发挥重要的作用和价值,在管道的安装中使用和推广。弯头进行刨铣时影响经济性的决定性因素是弯头的铣削速率与服务时间之间的折中做法。在一次试验中,钢袋接受十五次湿式进刀,然后再接受十次干式铣削。其间在较长时间的运行之后会产生刀瘤和轻微的自由面磨损,因此在将来应对所有钢袋进行湿式加工。弯头焊接时,受到一再加热析出碳化物,降低不怕侵蚀性和力学机能。弯头皮有钛钙型和低氢型。钛钙型可用于交直流,但交流焊时熔深较浅,同时轻易发红,故弯头尽概略接纳直流电源。为提防弯头因为加热而发生睛间侵蚀,焊接电流不宜太年夜,比碳钢焊条较少20%摆布,电弧不宜过长,层间快冷,以窄焊道为宜。
不锈钢弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。与热推制工艺相比,冲压成形的外观质量不如前者;弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。由于适用于单件生产和低成本的特点,故对焊弯头工艺多用于小批量、厚壁弯头的制造。
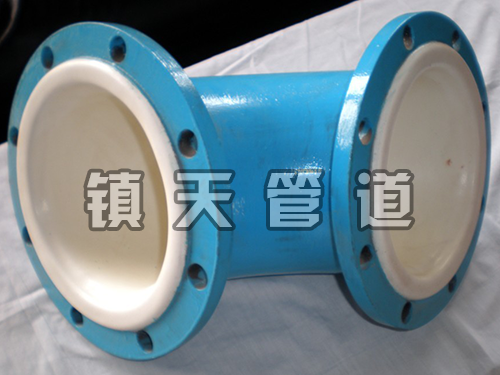
下面,来讲讲不锈钢弯头的连接方式和所需配件:
一、安装时,可将弯头按连接方式直接装置在管路上,按照使用的位置进行安装。一般情况下,可安装在管路任意位置上,但需便于操纵的检验,留意截止弯头介质流向应是纵阀瓣下面往上行,弯头只能水平安装。弯头在安装时要留意密封性,防止泛起泄漏现象,影响管道的正常运行。
二、球阀、截止阀、闸阀使用时,只作全开或全闭,不答应做调节流量用,以免密封面受冲蚀,加速磨损。闸阀和上螺纹截止阀内有倒密封装置,手轮旋至较上位置拧紧,即可阻止介质从填料处泄漏。
三、长期存放的弯头,应作按期检查,常常对外露的加工表面须保持清洁,清理污垢,整洁地存放在室内透风干燥的地方,严禁堆置或露天存放。常常保持弯头的干燥和透风,保持器的清洁和整洁,按照准确的存放方法存放。
四、在使用过程中,应常常保持清洁,传动螺纹按期润滑,发现故障时,应立刻休止使用,查明原因清理故障。
五、应用手轮,请勿借助杠杆或其它工具,以免损坏阀件。手轮顺时针旋转为封闭,反之为开启。子啊使用时要公道,确定准确的使用方法和手段。
六、阀门填料压盖的螺栓应平均地拧紧,不应压成歪状态,以免碰伤阻碍阀杆运动或造成泄漏。
不锈钢弯头的塑性加工往往易产生下述质量缺陷,特别是在管材的弯曲加工时尤为明显。壁厚变薄、起皱如弯曲变形区外侧会产生壁厚变薄。变薄量大的部位在大变形处,当变薄过度时导致管件破裂。从变形力学的角度看,属塑性环向拉应力过大的问题。如弯曲变形区内侧会产生壁厚增加。若变形程度过大,则内侧管壁失稳增厚,严重时会起皱。因此,失稳不只是在拉应力作用下才会出现,在压应力作用下,同样存在失稳问题。此类质量缺陷发生在壁厚大的管件弯曲。截面形状畸变在管材弯曲过程中,若不采取的措施(如在管内填充料或放置芯棒支撑等),弯曲后的管件横截面在没有内部支撑时容易变为椭圆形。