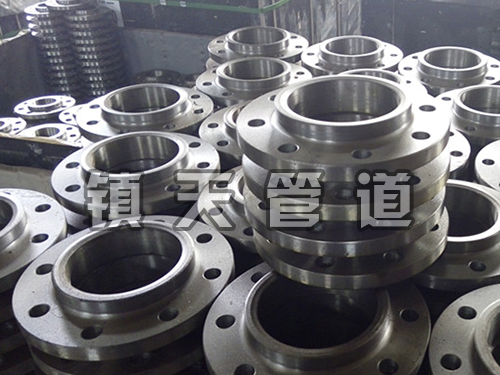
不锈钢弯头用于管道拐弯处的衔接,衔接两根公称通径一样的管子,使管路作视点转弯。以材质区分不锈钢弯头、铸钢弯头、合金钢弯头、不锈钢弯头、铜弯头、铝合金弯头等。不锈钢弯头是管道装置中常用的一种衔接用管件,用于管道拐弯处的衔接,其他名称:90°弯头、直角弯、爱而弯等。不锈钢弯头的基本技术进程是:起先焊接一个横截面为多边形的多棱环壳或两端关闭的多棱扇形壳,内部充满压力介质后,施以内压,在内压效果下横截面由多边形逐渐成为圆。终成为一个圆形环壳,根据需要,一个圆形环壳能够切割成4个90°弯头或6个60°弯头或其他标准的弯头,该技术适用于制作弯头中径与弯头内径比大于1.5的任意标准大型弯头,是当前制作大型不锈钢弯头的抱负方法。
不锈钢弯头加热温度的确定原则是材质奥氏体化温度以上,且推制时弯头内壁主压应力小于材料在此温度下的屈服限度。材质奥氏体化温度越高,加热温度越高;材质高温屈服限度越高,加热温度越高。温度分布是一个重要的工艺参数,由感应圈形状及感应圈与芯棒头相对位置直接控制。感应圈形状是主要因素,感应圈与芯棒头相对位置是次要因素。温度沿芯棒头径向分布规律为低、中、高。加热温度高,冲压弯头壁厚增大。冲压弯头的成型需要按照相应的工序进行,严格遵守相应的流程过程,否则生产出的冲压弯头就会产生质量问题。冲压加工的生产速率还不错,且操作方便,易于实现机械化与自动化,这是因为冲压是依靠冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟可达几十次,压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能获得一个冲件。
不锈钢弯头的基本工艺过程是:起先焊接一个横截面为多边形的多棱环壳或两端封闭的多棱扇形壳,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐变成圆,后期成为一个圆形环壳。根据需要,一个圆形环壳可以切割成4个90°弯头或6个60°弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1.5倍的任意规格大型弯头,是制造大型不锈钢弯头的理想方法。
该不锈钢弯头制作工艺的优点主要表现在以下几个方面:不需管坯作原料,可节约制管设备及模具费用,且可获得任意大直径而壁厚相对较薄的不锈钢弯头。坯料为平板或可展曲面,因而下料简单,精度容易确定,组装焊接方便。由于上述二条原因,可以缩短制造周期,生产成本降低。因不需要任意用设备,适合于现场加工大型不锈钢弯头。
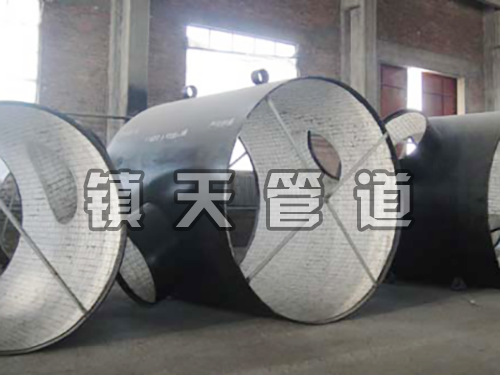
不锈钢弯头是一种能够提升保暖温度的弯头,在人们的日常生活中经常被使用,已经被让人们普遍接受和使用。不锈钢弯头普遍使用与建筑、装修及管道的铺设中,能够很好的确定管道的正常和通畅。不锈钢弯头是一种由输送介质的弯头、聚乙烯外套管以及弯头和外套管之间填充的聚氨酯硬泡不锈钢层紧密结合而成,是一种聚乙烯外护管聚氨酯泡沫塑料预制直埋不锈钢弯头。只需将除锈后的弯头套在聚乙烯套管内,中间注入聚氨酯泡沫,使之充足填满弯头与聚乙烯套管之间的空隙,较终使弯头、套管、不锈钢层形成一个的整体,达到不锈钢的效果,不锈钢弯头就是形成了。