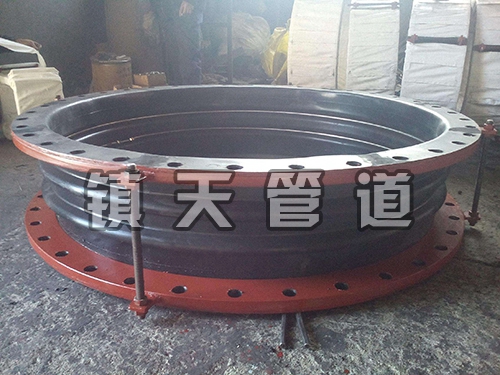
不锈钢弯头用于管道拐弯处的衔接。衔接两根公称通径一样的管子,使管路作视点转弯。以材质区分不锈钢弯头,铸钢弯头,合金钢弯头,不锈钢弯头,铜弯头,铝合金弯头号。不锈钢弯头是管道装置中常用的一种衔接用管件,用于管道拐弯处的衔接,其他名称:90度弯头,直角弯,爱而弯等。不锈钢弯头的基本技术进程是:焊接一个横截面为多边形的多棱环壳或两端关闭的多棱扇形壳,内部冲满压力介质后,施以内压,在内压效果下横截面由多边形逐渐成为圆,后期成为一个圆形环壳,根据需要,一个圆形环壳能够切割成4个90°弯头或6个60°弯头或其它标准的弯头,该技术适用于制作弯头中径与弯头内径比大于1.5的任意标准大型弯头,是当前制作大型不锈钢弯头的优良方法。
不锈钢弯头要在关闭状态下拆装,具体注意事项如下:
一、一般软密封不锈钢弯头均使用四氟(PTFE)作为密封材料,硬密封球阀密封面为金属堆焊而成。如需对管道球阀进行清洗,在拆卸时需谨慎防止损坏密封圈而泄露。
二、如果对阀门进行清洗,使用的溶剂需要和要清洗的配件不冲突,不腐蚀。如果是燃气用不锈钢弯头,则可用汽油进行清洗。
三、其它零部件一般用中水清洗既可。清洗时,要全部的清洗干净残留的灰尘,油污和其它附着物,如用清水无法清洗干净,可在不损坏阀体和零部件的前提下,针对性的用酒精等清洗剂进行清洗。清洗完成后等清洗剂全部挥发后再进行装配。
四、不锈钢弯头在关闭状态下,阀体内仍然残留部分介质,也承受着相应压力。在检修不锈钢弯头之前,要先关闭不锈钢弯头前的切断阀,打开需要检修的不锈钢弯头,全部释放阀体内部压力。如果是电动不锈钢弯头或气动球阀,则应该起先断开电源和气源。
五、不锈钢弯头拆装时,法兰上的螺栓螺母应先固定,然后将所有螺母稍紧,用劲固定好。如先将个别螺母强行固定好,再固定其他螺母,法兰面之间会因受里不匀导致垫面损坏或破裂,导致阀门法兰对接出介质泄露。
六、如果在使用过程中发现填料处有细微泄露,可以稍稍加紧阀杆螺母,紧至泄露停止既可,不可继续拧紧。
七、使用前,应用水清洗管道和阀体过流部分,以防残留铁屑和其它杂物进入阀体内腔。
不锈钢弯头的测量时,由于不锈钢弯头的外径可能不同,错误的孔(不同的中心)和垫片的厚度不同,加工的夹具不应与侧不锈钢弯头互换,因此测量每个零件的尺寸和数量是的关键。根据测量前大法兰的位置,起先要画出设备大法兰连接示意图和编号,使夹具能按相应的方式和原则安装,确定正常使用。测量时,好安排三人,其中两人在测量,一人在检查和填写表格,如果没有条件使用外卡尺和钢板尺,可使用卡尺作为测量工具。测量是一项细致的工作,是夹具安装的先决条件。测量和记录需要准备正确,表格需要认真、清楚地填写。在实际测量工作中。要相互合作,我们应该能够按照正确的原则进行合作和使用。
下面,分析一下不锈钢弯头弯曲精度不好的原因:
一、不锈钢弯头的弯曲精度也是影响弯管质量的因素之一。在制造弯曲轮胎时,除了要求规格尺寸控制在相应的公差范围内外,还要求用户根据弯曲管的直径选择相应的弯曲轮胎。
二、不锈钢弯头本身的可弯曲性和表面腐蚀也会影响弯管的质量。在现场施工中,操作人员还需要了解所加工管道的材质、加工性能和表面腐蚀的生产判断。
三、材料张力作用下中性轴的位置不同于弯管法。1756的中性轴在顶部弯曲(压缩弯曲)操作中离外壁约1/3,在旋转弯曲(旋转弯曲)操作中离外壁约2/3。因此,采用旋转弯曲法进行薄壁管弯曲是有益的。
四、弯曲时,在外力距离m的作用下,中性层外臂壁的拉应力和中性层内侧的压应力减小,管截面受力n1和n2的共同作用而改变。