厚壁冲压弯头需求正火+回火热处理、机加工端口,壁厚需留有烧损及机加工余量。厚壁冲压弯头的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为一米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度,炉内温度控制是关键性的问题圆管坯出炉后要经过压力穿孔机进行穿空,燃料为氢气或乙炔。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产速率不错,产品质量好,穿孔扩径量大,可穿多种管件穿孔后,圆管坯就先后被三辊斜轧,连轧或挤压,挤压后要脱管定径,定径机通过锥形钻头旋转入钢胚打孔,形成管件。厚壁冲压弯头的钝化工艺可分为湿法和干法两种。大家需求留意的是在整个出产过程中,需要是在相应的热度中进行弯头的,不然的话就不会到达相应的作用。
厚壁冲压弯头制造中常见缺陷有哪些?下面,详细介绍一下:
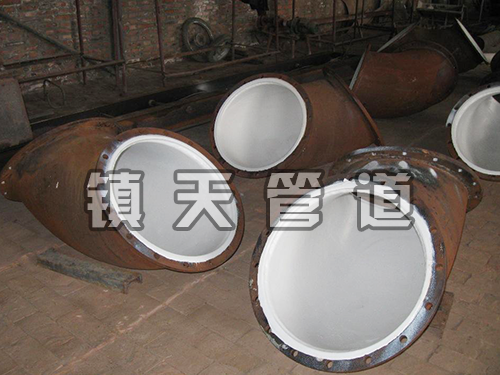
一、截面形状畸变:在管材弯曲过程中,若不采取需要的措施(如在管内填充料或放置芯棒支撑等),弯曲后的管件横截面在没有内部支撑时容易变为椭圆形。
二、壁厚变薄、起皱:如弯曲变形区外侧会产生壁厚变薄。变薄量大的部位在大变形处,当变薄过度时导致管件破裂。
三、从变形力学的角度看,属塑性环向拉应力过大的问题。如弯曲变形区内侧会产生壁厚增加。若变形程度过大,则内侧管壁失稳增厚,严重时会起皱。
四、因此,失稳不只是在拉应力作用下才会出现,在压应力作用下,同样存在失稳问题。此类质量缺陷发生在壁厚大的管件弯曲。
厚壁冲压弯头的材料制作是一大类具有特别电、磁、力、化学以及生物功用的新型资料,避免焊接过程中产生变形。在把厚壁冲压弯头与管子相连接的时候,要注意焊接时的夹渣。夹渣的意思就是说在非金属夹渣物。而有这个现象出现的主要的原因就是说或者是管子,或者是厚壁冲压弯头的产品上面的坡口加工不正确,就是角度太小了,这是一个原因,还有一个原因就是焊接时的电流太小了,熔渣的黏度太大这样的一些问题的。由于黏度太大了,所以造成了熔渣浮不到表面,从而引起了夹渣的现象。再有就是气焊的时候焊炬火焰的能率不太够,在焊接厚壁冲压弯头和管道的时候工件的清理的工作没有做好,采用氧化焰,或者说是在摆动幅度过小没有及时把熔渣拔出等,全是引起焊接夹渣的。焊条上面的皮子块状脱落了之后,没有被充足的熔化。多层有多道的焊缝儿,也是原因之一。焊接时如果出现了夹渣的现象,就会再现了焊接完成了之后,压力实验或者说是在使用的过程之中会有漏水或者漏气的现象发生的,所以说相应要在焊接厚壁冲压弯头避免此类的现象。
厚壁冲压弯头在很多行业内多有使用,主要有:供水管道、水蒸气管道、煤气管道、输油管道的连接,石油、化工、冶金、电力等行业的管道装置、安装、配套等服务。这已经是工业中的一个比较重要的器件了。所谓的高不锈钢无缝弯头就是石油钻杆或者杂七杂八的管子制成的,高不锈钢无缝弯头假如和高不锈钢管子焊接相应是没有问题,但是假如和低不锈钢管子焊接在一起的稳定隐患就会很大。大家可能不知道,两种材质焊接在一起的时候需要焊条的质量要高,假如是普通的焊条的话很容易发生前面焊接后面就裂开的情况,假如天气温度比较正常,不是在严寒的情况下还是好一点,就怕在温度低的环境下。电焊熔化的两种材质即使融合也不是很好,因为他们的元素含量和各种物理指标都不尽相同。