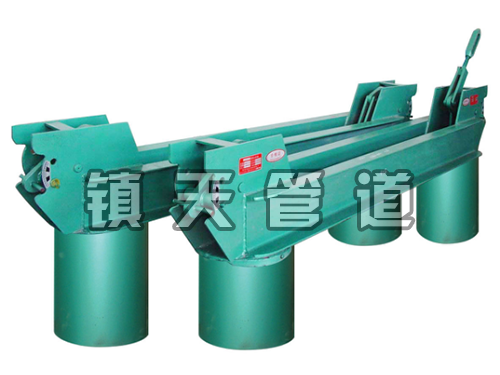
合金厚壁冲压弯头的成型工艺过程是复杂的,需要根据不同的材质和用途进行焊接,压力下进行逐渐成形。合金厚壁冲压弯头的成型需要按照的工序进行,严格遵守相应的流程过程,否则生产出的合金厚壁冲压弯头就会产生质量问题。根据需要,一个圆形环壳可以切割成4个90°弯头或6个60°弯头或其它规格的弯头,该工艺适用于合金厚壁冲压弯头制造弯头中径与弯头内径比大于1.5D的任意规格大型推制弯头,是制造大型推制弯头的理想方法。
合金厚壁冲压弯头这种工艺成型方法使用在不同弯头的生产中,在不同的中展现良好的使用价值,使工艺在不同的弯头制作中具有良好的价值体现。大型合金厚壁冲压弯头的成型工艺过程的优点主要表现在以下几个方面:合金厚壁冲压弯头:冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方法,冲压件的成本较低。
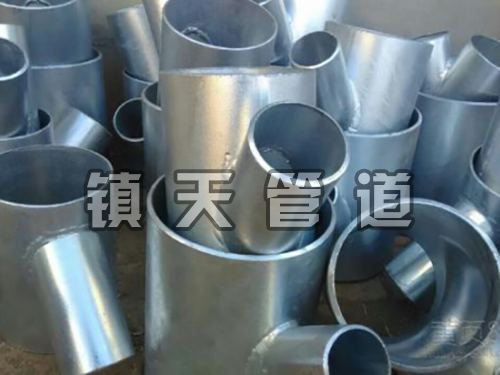
冲压可加工出尺寸范围大,形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁,覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较不错。冲压时由于模具确定了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,具有"一模一样"的特征。冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方法,冲压件的成本较低。冲压可加工出尺寸范围大,形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁,覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较不错。
合金厚壁冲压弯头常见的工艺检测办法有哪些?下面,为您详细介绍一下:
一、顶锻试验:对规矩标准的试样进行锤击或锻打。查验合金钢弯头在室温或热状况下接受顶锻塑性变形的才干并闪现其缺点的试验。在室温下进行的顶锻试验称室温顶锻试验,亦称冷顶锻试验。在热状况下进行的顶锻试验称热顶锻试验;
二、管卷边试验:将规矩形状的顶心压入金属管一端,使管壁均匀卷至规矩标准,查验管壁接受外卷塑性变形的才干并闪现其缺点的试验;
三、管液压试验:合金钢弯头厂家用水或规矩液体充溢金属管,在相应时间内接受规矩压力,查验弯头质量及强度并闪现其缺点的试验;
四、淬透性:指钢奥氏体化后接受淬火的才干,或奥氏体向马氏体改变的倾向,常用淬硬层的深层来说明。淬硬层的是指外表至半马氏体层的距离。对合金结构钢,查验淬透性的办法主要是我国标准规矩的结构钢末端淬火试验办法;
五、切削加工性:弯头材料用切削东西加工时所表现出来的功用。在切削或磨削时,简略达到较不错的外表加工精度,并且东西不易损耗,切屑简略脱落,切削力小等,都表明该金属材料的切削加工性好。
六、曲折试验:用规矩标准弯心将试样曲折至规矩程度,查验金属接受曲折塑性变形的才干并闪现其缺点的试验。一般应规矩弯心直径标准和曲折视点及对曲折处外表的要求;
七、管曲折试验:在带槽弯心大将试样曲折至规矩程度,查验弯头接受曲折塑性变形的才干并闪现其缺点的试验;
八、管压扁试验:将金属管压扁至规矩标准,查验其塑性变形才干并闪现其缺点的试验;
九、管扩口试验:将规矩锥度的顶心压入金属管一端,使直径均匀地扩张至规矩标准,查验弯头径向扩张塑性变形的才干并闪现其缺点的试验;
十、重复曲折试验:将试样一端夹紧。在规矩半径的圆柱形外表上进行90度的重复反向曲折,查验金属的不怕重复曲折才干并闪现其缺点的试验。