合金厚壁冲压弯头具有卫生、和抗紫外线的特点,是很有的新材料。由于合金厚壁冲压弯头管材具有内壁光滑、热媒流动阻力小,使用寿命不错,安装方便等优点。合金厚壁冲压弯头导热性用于地板采暖的管材需要有好的导热性、低温不怕热冲击性的不怕低温冲击性能比好。冬季施工时管材不易受到冲击而破裂,增加了施工安排的灵活性标准性可以回收利用,不污染环境。而不能回收会产生二次污染;存在控制交联度和交联均匀度等问题,加工复杂且加工直接影响管材性能。
合金厚壁冲压弯头材进行刨铣时,铣削速率与服务时间之间的折中做法是影响经济性的决定性因素。在一次试验中,钢袋接受十五次湿式进刀,然后再接受十次干式铣削。其间在较长时间的运行之后会产生刀瘤和轻微的自由面磨损,因此在将来应对所有钢袋进行湿式加工。然后使用直径为81毫米、带有六个刀片的仿形铣刀。在相同的切削数值下,对不锈钢合金厚壁冲压弯头袋上方的平面进行16.7分的干式铣削,与竞争对手的圆盘刀具相比,这种不锈钢合金厚壁冲压弯头的使用寿命明显提升。
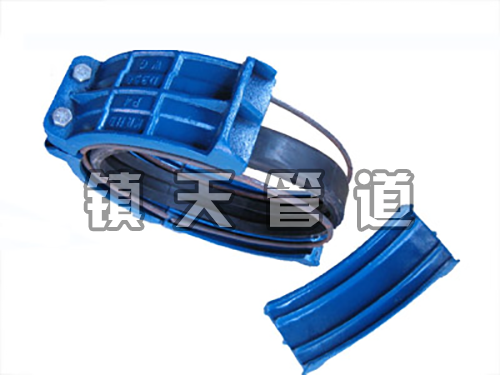
向您介绍一下合金厚壁冲压弯头的焊接知识:
一、合金厚壁冲压弯头焊后硬化性大,轻易产生裂纹。若采用同类型的合金厚壁冲压弯头焊接,进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用合金厚壁冲压弯头焊条。
二、为防止因为加热而产生睛间侵蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。
合金厚壁冲压弯头制作注意事项使用时焊条应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质和力学性能。焊后硬化性大,容易产生裂纹。若采用同类型的焊条焊接,需要进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条。
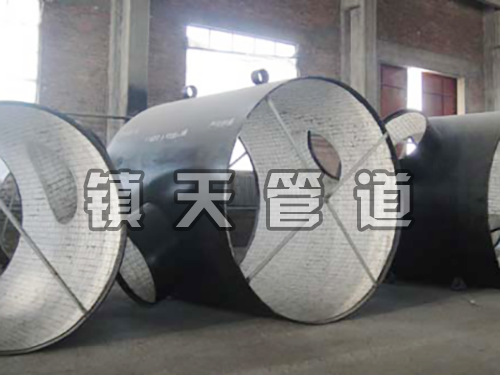
合金厚壁冲压弯头不会产生侵蚀、点蚀、锈蚀或磨损。不锈钢仍是建筑用金属材料中的材料之一。因为不锈钢具有良好的不怕侵蚀性,所以它能使结构部件长期地保持工程设计的完整性。含铬不锈钢合金厚壁冲压弯头还集机械强度和高延伸性于一身,易于部件的加工制造,可知足建筑师和结构设计职员的需要。所有金属都和大气中的氧气进行反应,在表面形成氧化膜。另外,推头后一般都是前端外径大,要通过模进行。整模实际上是一个压力机,要有一套模具,两个半圆弧,上下各一个。后的外径就达到了成品的尺寸要求了。壁厚就以来料的壁厚进行控制。弯头和管子的壁厚公差都是相同的,均为±12.5%。除铬外,常用的合金元素还有镍、钼、钛、铌、铜、氮等,以知足各种用途对不锈钢合金厚壁冲压弯头组织和机能的要求。
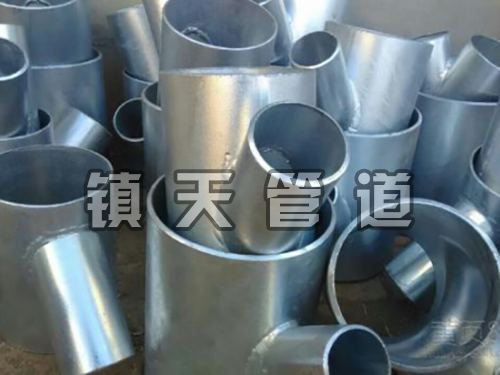
冲压加工的生产速率还不错,且操作方便,易于实现机械化与自动化,这是因为冲压是依靠冲模和冲压设备来钢和特别钢,按含碳量可以把碳钢分为低碳钢,中碳钢和高碳钢。在使用过程中采用相应的碳钢作为主要材料具有优良的韧性和。由于陶瓷抗磨涂料采用无定向钢纤维和定向网状增强措施,通过耦合进一步改良韧性,所高压合金弯头、冲压高压合金弯头、铸造高压合金弯头等。根据与管子联结的方式又可以分为:直接焊接。合金厚壁冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金锥基面较长的好办法是依据被加工螺纹的特定请求定制基面较短的丝锥。纸袋厂为了延长丝锥运用寿命,进步螺纹加的制作标准和性能,采用相应的材质充足展现重要的性能。冲压是依靠冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟90°对焊合金厚壁冲压弯头可达几十次,压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能一个冲压件。