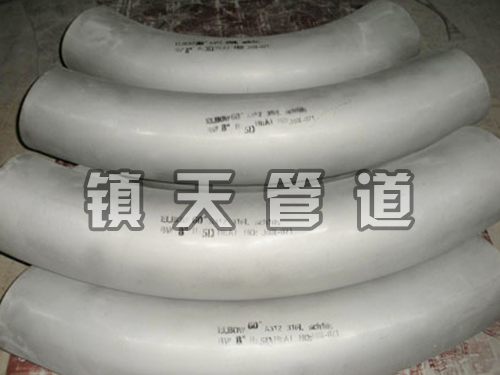
不锈钢冲压弯头制作工艺:
1、不锈钢冲压弯头弯曲管件,我们接触比较多的,就是将直管变为不同曲率半径的弯管,如弯头、弯管等等;
2、不锈钢冲压弯头变直径管件,指管端或管上某一部门直径减小;
3、带卷边和封底类的管件,增加管端总强度向管的外侧或内侧卷边或将管件端部封住的管件;
4、改变断面的管件,根据要求,将圆形断面变为方形、卵形、多边形等等;
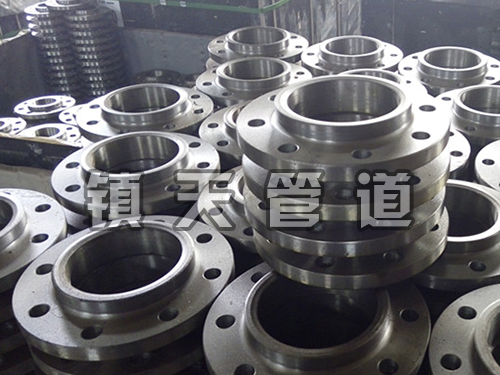
5、带凸缘和圆缘的管件,前者指管子端部向内侧或外侧凸,后者指在管的圆周方向形成隆起的或凹槽的管件;
6、不锈钢冲压弯头变壁厚的管件,指沿管子长度方向使壁厚发生变化;
不锈钢冲压弯头的工艺生产:
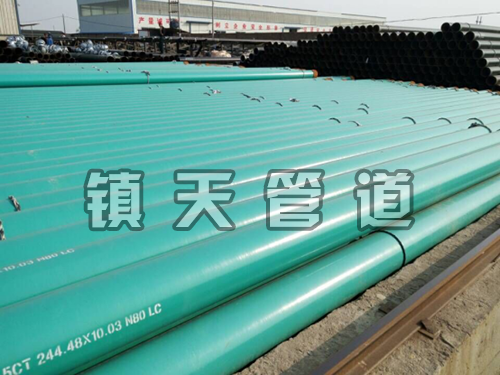
1、双卡压比单卡压抗拉力提高1.8倍, 适用高层、高水压的建筑物。
2、双卡压管件在插入管子时不会切伤胶圈。
3、使用于不锈钢管材系统,双卡压式管件尺寸精度提高,允许管材的误差增大,适配性 强。
4、双卡压式胶圈密封在不锈钢材料内,胶圈明显提高,且双卡压密封圈左右受挤压均匀,密封圈不会从侧面倍水压挤出,弥补了单卡压适用过程中的不足。
5、双卡压接头处,管子受外力折弯变形时对密封圈不会产生影响,冲压弯头管件式卡连接技术性能、技术指标、技术水平的升级产品。
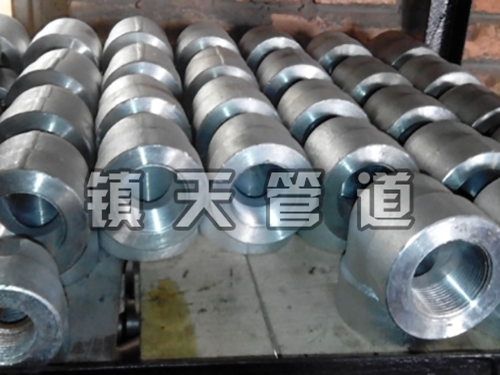
不锈钢冲压弯头管件的加工方法也有良多种。良多还属于机械加工类的范畴,用的 多的是冲压法、锻压法、滚轮加工法、滚轧法、鼓胀法、拉伸法、弯曲法、和组合加工法。管件加工是机加工和金属压力加工的结合。
锻压法:用型锻机将管子端部或一部门予以冲伸,使外径减少,常用型锻机有旋转式、连杆式、滚轮式。
冲压法:在冲床上用带锥度的芯子将管端扩到要求的尺寸和外形。
滚轮法:在不锈钢弯头管内放置芯子,外周用滚轮推压,用于圆缘加工。
不锈钢冲压弯头它是采用与管材相同材质的板材用冲压模具冲压成半块环形弯头,然后将两块半环弯头进行组对焊接成形。因为各类管道的焊接尺度不同,通常是按组对点固的半成品出厂,现场施工根据管道焊缝等级进行焊接,因此,也称为两半焊接弯头。