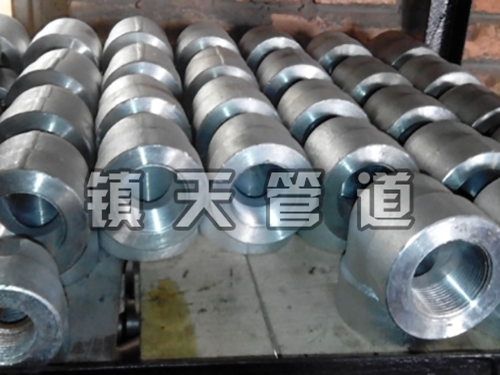
不锈钢冲压弯头的冲压技术:
钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,如滚动轴承套圈、千斤顶套等,目前已广泛用钢管来制造。
由于在周长相等的条件下,圆面积 大,用圆形管可以输送 多的流体。此外,圆环截面在承受内部或外部径向压力时,受力较均匀,因此,绝大多数钢管是圆管。对焊无缝弯头的输出流量大适合于各行各业,与其它钢管连接时比较方便。
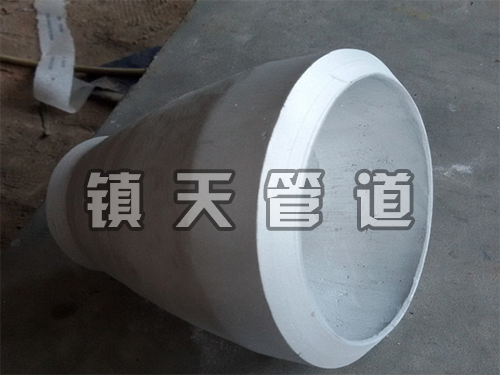
与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。
冲压成形弯头是 早应用于批量生产无缝弯头的成形工艺,目前,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。产品有要求时仍在使用。
不锈钢冲压弯头成型步骤:
,不锈钢冲压弯头的出产是有压力机,底座模具,上压模具,和填充模具等几个设备的一起效果下才能够出产的,压力机的挑选是压力要肯定大于弯头变形的力道,上压模具和底座模具的的描绘,因为本来的技术很是后,模具也是很不,模具的长度要大于弯头的长度冲压弯头的加工余量,填充模具的描绘 为重要了如今都是数控车床做的模具一个厚度一个型号一条模具弯头在冲压的时分口径和外观的漂亮可是本来这个问题是欠好解决的,本来的冲压弯头即是一个口径一个模具,不分厚度那样做出来的弯头的口径是很欠好的,如今的冲压弯头的出产只是对于厚壁和合金为主了不以碳钢为主打了。
,加热的温度也是冲压弯头的出产的重要因素,本来的出产都是靠肉眼观看差不多了烧红了直接拉出来限制,可是人的肉眼有时分很欠好把握温度,温度尤其是高了的话弯头不仅在炉内会坠落许多的氧化皮子而且厚度也会下降导致弯头的卖相欠好再者便是温度越高弯头越软加工的时分略微有点压力就变形了了弯头的外形也欠好控制。温度略微低点没事即是加大压力的事情。
第三,后期:冲压弯头通过限制,大概的样子现已出来,还需要盘口,车口修磨等等环节这即是个细活了,冲压弯头的外观取决于此。
不锈钢冲压弯头的检查方式:
1、超声波法,超声波检测法是利用超声波的脉冲反射原理来测量管壁腐蚀后的厚度。检测时将探头垂直向弯头内壁发射超声脉冲,探头 先接收到由管壁内表面的反射脉冲,然后超声探头又会接收到来自管壁外表面的反射脉冲,这个脉冲与内表面反射脉冲之间的路程间距反映了管壁的厚度。
2、漏磁通法,漏磁通法检测的基本原理是建立在铁磁材料的高磁导率这一特性之上,弯头腐蚀缺陷处的磁导率远小於弯头的磁导率,弯头在外加磁场作用下被磁化,当弯头中无缺陷时,磁力线绝大部分通过钢管,此时磁力线均匀分布;当弯头内部有缺陷时,磁力线发生弯曲,并且有一部分磁力线泄漏出钢管表面。检测被磁化弯头表面逸出的漏磁通,就可判断缺陷是否存在。