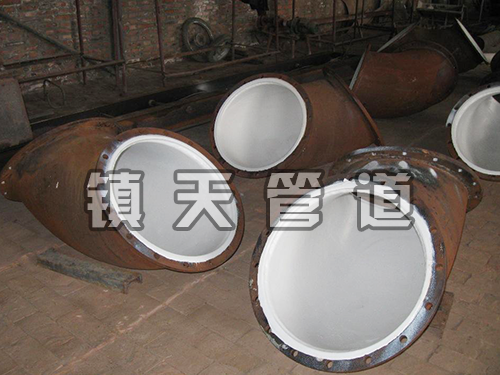
不锈钢冲压弯头只能做小口径的,如果管子规格太大,很难买到成品冲压弯头,只能使用焊接弯头。由于焊接弯头焊缝 多,所有使用性能不如冲压弯头,容易被腐蚀漏。且由于冲压弯头是成批生产,所以价格上较焊接弯头便宜。现在有精铸弯头,可以做316L的,性能 好。不锈钢冲压弯头的工艺技术参数需要按照的方式和方法使用,生产和加工的冲压弯头具有良好的使用特点和优势,在使用中发挥重要的作用和价值。在冲压弯头的生产中经常遇到一些不同的因素影响冲压弯头的使用性能和工艺,影响冲压弯头几何形状的工艺参数有:推制用坯料的材质、壁厚和外径、芯棒头的材质及形状、加热温度及其分布以及推进速度。不同的因素对冲压弯头的具有不同的影响,在使用中需要按照相应的方式和方法使用,冲压弯头在使用中的具体使用价值和作用。
不锈钢冲压弯头是由可锻铸铁制成,使用于供水管道、水蒸气管道、煤气管道、输油管道的连接。冲压弯头颜色为黑色,成直角弯度,质量优,损,不易损坏。冲压弯头规格为1/2-10寸,产品广泛应用于石油、化工、冶金、电力等行业的管道装置、安装、配套等服务。随着世界经济的不断发展,收入水平的不断提高,我们目标面向 的建筑业及船舶业等相关行业。不锈钢冲压弯头以连接管件为主,在这一产品的发展能够担当重任,具备 技术水平而启航。
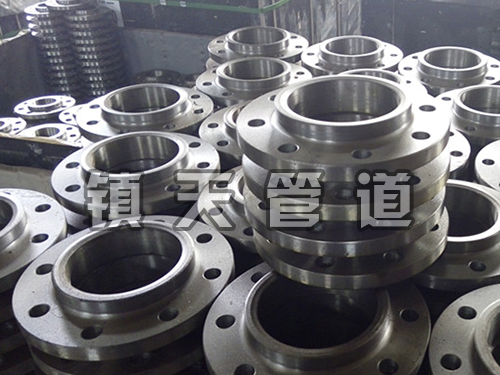
不锈钢冲压弯头在不一样的范畴与行业中运用及推行,能够水质的 性与性,运用在不一样的地方,能够发挥着重要的效果,有 的力学与物理功用。不锈钢卡压式等径三通强度非常高,是镀锌管的两倍、铜管的三倍、PP-R管的八至十倍,能 地承受振荡的冲击,运用其接通之后具备不漏水、不爆裂、、等特征,因而非常 牢靠;适用在冷热水、直饮水、供暖、空调、消防、燃气等民用低压流体运送,也能够将其运用在医药、饮料、食物、化工等行业的低压流体运送。
与此同时,保温功用好,尤其适合运用在热水运送,起到重要的衔接效果。具备衔接牢靠 、施工便利、清洗环保功用好、流量压力丢失小、体系兼容性强、既可明装又可暗装、免 新维护,经济功用优越、适用规模广等特征。
不锈钢冲压弯头焊接要点:
1、不锈钢冲压弯头具有的耐蚀(氧化性酸、酸、气蚀)、耐热和机能。通常用于电站、化工、石油等设备材料。不锈钢弯头焊接性较差,应留意焊接工艺、热处理前提及选用合适电焊条。
2、不锈钢冲压弯头,为耐蚀机能及焊接性而适当增加适量不乱性元素Ti、Nb、Mo等,焊接性较不锈钢弯头好一些。采用同类型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢焊条。
3、不锈钢冲压弯头焊条具有良好耐侵蚀性和性,广泛应用于化工、化肥、石油、机械制造。
4、不锈钢冲压弯头药皮有钛钙型和低氢型。钛钙型可用于交直流,但交流焊时熔深较浅,同时轻易发红,故尽可能采用直流电源。
5、焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮轻易开裂剥落),防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。
6、不锈钢冲压弯头焊接时,受到重复加热析出碳化物,降低耐侵蚀性和力学机能。
7、为防止因为加热而产生睛间侵蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。
8、不锈钢冲压弯头焊后硬化性较大,轻易产生裂纹。若采用同类型的不锈钢弯头焊接,进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用不锈钢弯头焊条。
不锈钢冲压弯头焊接特点:
为防止因为加热而产生睛间侵蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。
不锈钢冲压弯头焊后硬化性较大,轻易产生裂纹。若采用同类型的不锈钢冲压弯头焊接,进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用不锈钢冲压弯头焊条。
不锈钢冲压弯头,为耐蚀机能及焊接性而适当增加适量不乱性元素Ti、Nb、Mo等,焊接性较不锈钢冲压弯头好一些。采用同类型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢焊条。
安装时,可将不锈钢弯头按连接方式直接装置在管路上,按照使用的位置进行安装。一般情况下,可安装在管路任意位置上,但需便于操纵的检验,留意截止不锈钢弯头介质流向应是纵阀瓣下面往,不锈钢弯头只能水平安装。不锈钢弯头在安装时要留意密封性,防止泛起泄漏现象,影响管道的正常运行。