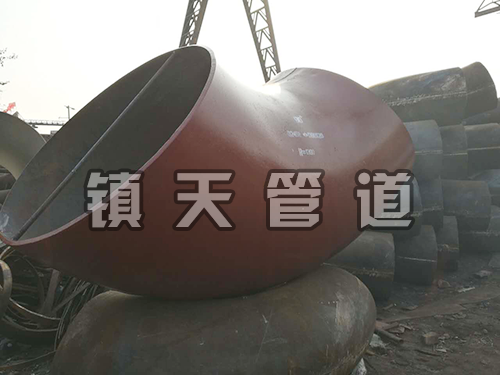
不锈钢冲压弯头采用与管材相同材质的板材用冲压模具冲压成半块环形弯头,然后将两块半环弯头进行组对焊接成形。由于各类管道的焊接标准不同,通常是按组对点焊固定半成品出厂,现场施工根据管道焊缝等级进行焊接,因此,也称为两半焊接弯头。
不锈钢冲压弯头的材料需要一些的原料进行生产,这些原料要进行严格的选择和控制,原料要选择合适,否则生产的不锈钢冲压弯头就不会有。
不锈钢冲压弯头冲压材料种类繁多,用途应用广泛,正在形成一个规模宏大的高技术产业群,有着广阔的市场前景和为重要的战略意义。冲压材料按照不同的分类标准进行分类可以分为不同的种类,按使用性能分,可分为微电子材料、光电子材料、传感器材料、信息材料、生物医用材料、生态环境材料、能源材料和机敏(智能)材料,这些冲压材料具有不同的使用性能,在不同的和行业中展现良好的使用价值。
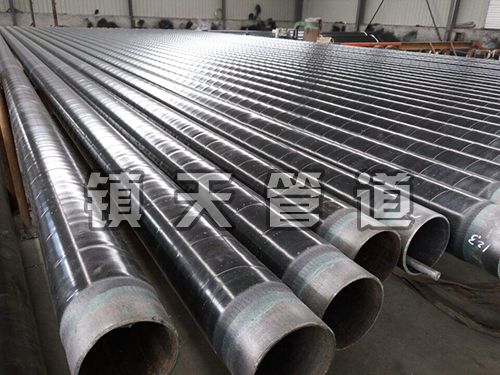
不锈钢冲压弯头的耐压性能 佳。但由于各方面的因素,地板采暖管的的实际壁厚通常为而在这个壁厚下各类管材均能满足地板采暖的要求,国标冲压弯头管耐压优势体现不出来;导热性:用于地板采暖的管材需要有好的导热性、低温耐热冲击性的耐低温冲击性能比较好。不需管坯作原料,可节约制管设备及模具费用,且可任意大直径而壁厚相对较薄的弯头。
不锈钢冲压弯头生产技术:
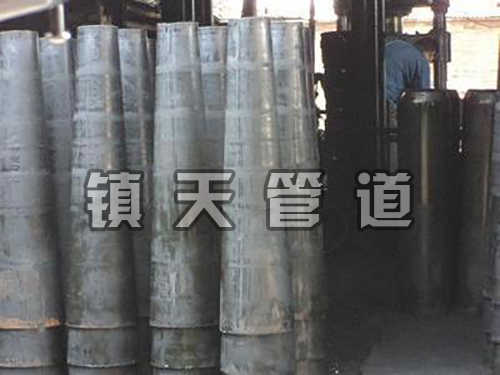
1、不锈钢冲压弯头的生产是有压力机,底座模具,上压模具,和填充模具等几个设备的共同作用下才可以生产的,压力机的选择是压力要 大于弯头变形的力道,上压模具和底座模具的的设计,由于原来的工艺很是后,模具也是很不,模具的长度要大于弯头的长度冲压弯头的加工余量,填充模具的设计 为重要了现在都是数控车床做的模具一个厚度一个型号一条模具弯头在冲压的时候口径和外观的美观但是原来这个问题是不好解决的,原来的不锈钢冲压弯头就是一个口径一个模具,不分厚度那样做出来的弯头的口径是很不好的,现在的不锈钢冲压弯头的生产只是针对厚壁和合金为主了不以碳钢为主打了。
2、加热的温度也是不锈钢冲压弯头的生产的重要因素,原来的生产都是靠肉眼观看差不多了烧红了直接拉出来压制,但是人的肉眼有时候很不好把握温度,温度尤其是高了的话弯头不仅在炉内会掉落很多的氧化皮子而且厚度也会降低导致弯头的卖相不好再者便是温度越高弯头越软加工的时候稍微有点压力就变形了弯头的外形也不好控制。温度稍微低点没事就是加大压力的事情。
3、便是后期,不锈钢冲压弯头经过压制,大概的样子已经出来,还需要盘口,车口修磨等等环节这就是个细活了,不锈钢冲压弯头的外观取决于此。
不锈钢冲压弯头使用优势:
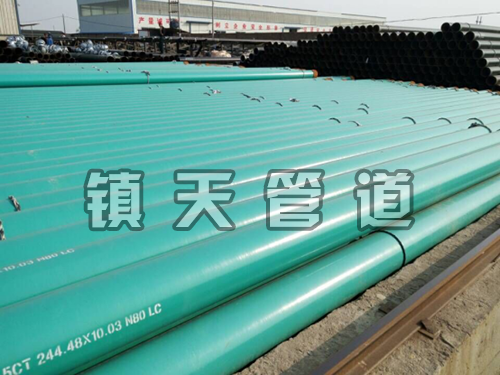
1、重量轻:冲压弯头密度为0.89-0.91g/cm,仅为钢管的之一。由于重量轻,可工业降低运输费用和安装的施工强度。
2、卫生:材料由碳、氢两种无素组成,未添加任何有毒的重金属盐稳定剂,材料的卫生性能已经通过 部门检测。
3、耐热性能好:当工作水温为70度,软化的温度为140度。
4、高抗冲:由于的抗冲强度性能比其它实壁管有了明显,其环刚度相当于实壁的1.3倍。
5、保温性好:由于材料导热系数低,20摄氏度的导热系数为0.21-0.24W/mk,比钢管(43-52W/mk)、紫钢管(333W/mk)小得多,故PP-R管保温性好。
6、使用寿命长:管材在额定的使用温度和压力下,使用寿命达到50年以上,具有防紫外线、,使产品 褪色。