冲压弯头是较早应用于批量出产无缝弯头的成形工艺,在常用标准的弯头出产中已被热推法或其它成形工艺所代替,但在某些标准的弯头中因出产数量少、壁厚过厚或过薄。产品有特别要求时仍在运用。弯头的冲压成形选用与弯头外径持平的管坯,运用压力机在模具中直接限制成形。在冲压前,管坯摆放鄙人模上,将内芯及端模装入管坯,上模向下运动开端限制,经过外模的束缚和内模的支撑效果使弯头成形。
冲压弯头分冷冲压和热冲压两种,一般依据资料性质和设备才能挑选冷冲压或热冲压。冷挤压弯头的成形进程是运用用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的空隙运动而完结成形进程。选用表里模冷挤压I艺制作的弯头外形漂亮、壁厚均匀、尺度误差小,故关于不锈钢夸头特别是薄壁的不锈钢弯头成形多选用这一工艺制作。这种工艺所运用的表里模精度要求高;对管坯的壁厚误差要求也比较严苛。
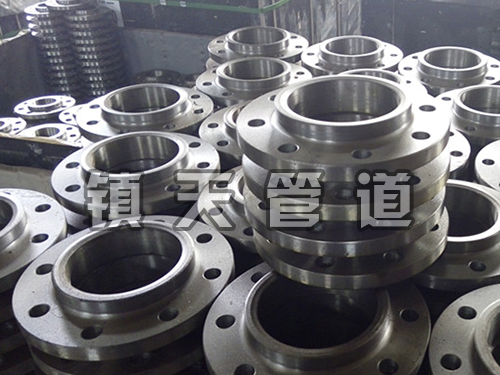
影响冲压弯头几何形状的工艺参数有:推制用坯料的材质、壁厚和外径、芯棒头的材质及形状、加热温度及其分布以及推进速度。冲压弯头是由可锻铸铁制成,使用于供水管道、水蒸气管道、煤气管道、输油管道的连接。冲压弯头颜色为黑色,成直角弯度,质量优,不易损冲压弯头规格为1/2-10寸,产品普遍应用于石油、化工、冶金、电力等行业的管道装置、安装、配套等服务。冲压弯头只能做小口径的,如果管子规格太大,很难买到成品冲压弯头,只能使用焊接弯头。由于焊接弯头焊缝多,所有使用性能不如冲压弯头,容易被腐蚀漏。
冲压弯头生产的流程及注意事项:
1、冲压弯头的生产是有压力机,底座模具,上压模具,和填充模具等几个设备的共同作用下才可以生产的,压力机的压力需要大于弯头变形的力量。
2、冲压弯头生产的时候温度也是很重要的,温度过高的话弯头会在炉内掉落氧化皮子,也会导致壁厚变厚,从而影响整体外观,所以温度改成要掌控好。
3、冲压弯头生产出来之后就是盘口和车口修磨了,这些都是活,改成要认真仔细。因为这影响着整体外观。
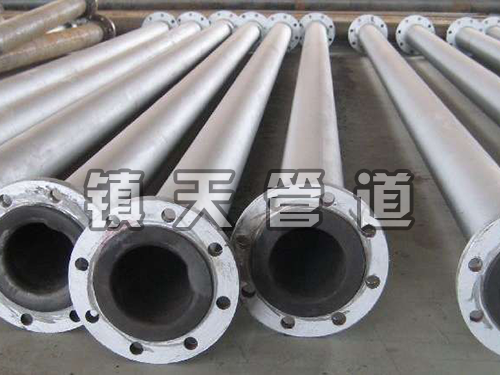
冲压可加工出尺寸范围大,形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁,覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较不错与热推工艺相比,冲压成形的外观质量不如前者;
冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量,厚壁弯头的制造什么东西没有技术的愈新是不是得发展的,不管是什么行业都是如此。除铬外,常用的合金元素还有镍、钼、钛、铌、铜、氮等,以达到各种用处对不锈钢冲压弯头安排和功能的需求。