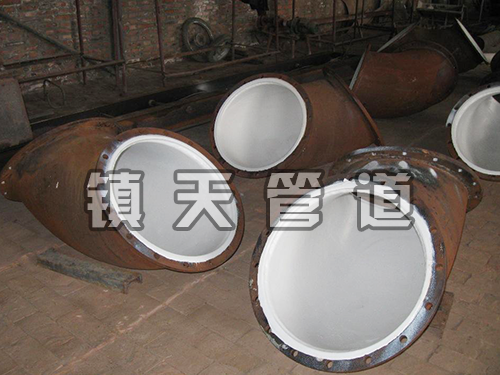
弯管在进行清洗的过程中,需要的采用其乳剂以及溶剂进行的清洗其钢材的外表,这样可以在程度上的达到弯管去掉油脂、除油以及光滑剂的物,但这种方法不可以去掉钢材外表的锈、氧化皮、焊等。弯管的表面除锈,在进行操纵的过程中,需要的采用钢丝刷之类的东西对产品的外表进行的打磨,这些可以去掉翘起的氧化皮、铁锈、焊渣等。手开工具除锈可以达到Sa2等级。弯管要是的采用其化学以电解两种办法做弯管酸洗的处置,这样弯管的只会采用弯管化学的酸洗,这样在程度上可以的去掉氧化皮、铁锈以及旧涂层等。弯管的采用其化学清洗虽然在程度上能够使外表达到的结净度和粗糙度,但是其锚纹浅,会的对情况形成其污染,产品采用喷射除锈是经由大功率电机带动喷射叶偏扭转。弯管会的采用其铁丝段、钢丸、钢砂等磨料,在离心力的效果下的对弯管的外表进行其喷射的处置,在进行处理的过程中不只可以肃清铁锈、氧化物和污物。
弯管机进行管材的弯曲和板料的弯曲一样。在弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时,中性层外侧管壁受拉应力σ1作用,管壁变薄。中性层内侧管壁受拉应力σ1作用,管壁变厚。而且横截面的形状由于受合力F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。弯管管材的变形程度,取决于相对弯曲半径R/D和相对厚度t/D数值的大小、R/D和t/D值越小,表示变形程度越大。为管件成形质量,控制变形程度在许可范围内,管材弯曲成形不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的使用要求。管件的成形应包含以下几个内容:
1、如果管件有椭圆度的要求时,控制其断面产生畸变。
2、如果弯管管件有承受内压力的强度要求时,控制其壁厚减薄的成形。
3、中性层外侧拉伸变形区内大的伸长变形不超过材料塑性允许值而产生破裂。
4、弯管的中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱。
造成弯管产品质量下降的因素:
1、弯曲时,弯管在外力距M作用下其中性层外侧臂壁受拉应力&1作用而减薄,内侧受压应力。作用而增厚,合力N1和N2使管子横截面发生变化。基于这一因素,引起弯管质量下降主要原因为RX与SX所以,GBJ235—82中,对各种压力等级情况下的RX值以及外侧的减薄量均做了明确规定,目的是为了控制RX与SX的值,从而质量。
2、前条已讲过,弯管时材料外侧受拉,内侧受压中性轴所在位置则与弯管方法而不同,在顶弯式(压缩弯曲)工作时中性轴处于离外壁约1/3处,在旋弯(回弯式)工作时,中性轴处于离外壁2/3处。因此薄壁管道弯曲,使用旋弯法是有益的。
3、弯胎的精度也是影响弯管质量的因素之一。我们在弯胎制造时,除规格尺寸要求控制在公差范围时,同时也要求用户在使用时根据弯制管径选择相应的弯胎。
4、管材本身的可弯曲性能与表面腐蚀情况,亦可能影响到弯管质量。现场施工时,操作者亦需了解被加工管道的材料,加工性能和对表面腐蚀情况作出产判断。