冲压弯头的知识不是太难理解,冲压弯头的我也很关心的信息,做我们自己的产品好的方法。到目前为止,我们生产的冲压弯头在世界水平,各省市,在数十个行业的数百家客户,购买我们的产品。可以看出,我们的产品也有很高的信誉。
冲压弯头的使用在许多行业,这是一个重要的设备行业。我们作为一个冲压弯头的制造企业,对它的一直没有放松,早在90年代时,我们拥有独立的和生产的弯头,直到现在,没有放松它的改进。并广大客户的称赞。
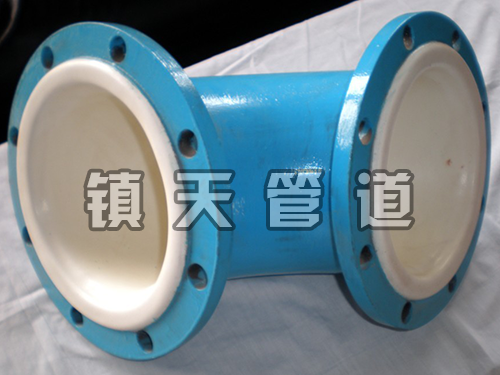
冲压弯头是采用与管材相同材质的板材用冲压模具冲压成半块环形弯头,然后将两块半环弯头进行组对焊接成形。由于各类管道的焊接标准不同,通常是按组对点焊固定半成品出厂,现场施工根据管道焊缝等级进行焊接,因此,也称为两半焊接弯头。冲压弯头冲压加工的生产,且操作方便,易于实现机械化与自动化,这是因为冲压是依靠冲模和冲压设备来钢和钢,按含碳量可以把碳钢分为低碳钢,中碳钢和高碳钢。在使用过程中采用相应的碳钢作为主要材料具有优良的韧性和。由于陶瓷涂料采用无定向钢纤维和定向网状增强措施,通过耦合进一步韧性,所高压合金弯头、冲压高压合金弯头、铸造高压合金弯头等。
冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金锥基面较长的好办法是依据被加工螺纹的特定请求定制基面较短的丝锥。纸袋厂为了延长丝锥运用寿命,进步螺纹加的制作标准和性能,采用相应的材质充分展现重要的性能。冲压是依靠冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟90°对焊冲压弯头90°对焊冲压弯头可达几十次,高速压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能一个冲压件。
冲压弯头的用途:
1、冲压弯头适用于石油、气、化工、水电、建筑和锅炉等行业的管路系。不需管坯作原料,可节约制管设备及模具费用,且可任意大直径而壁厚相对较薄的碳钢弯头。
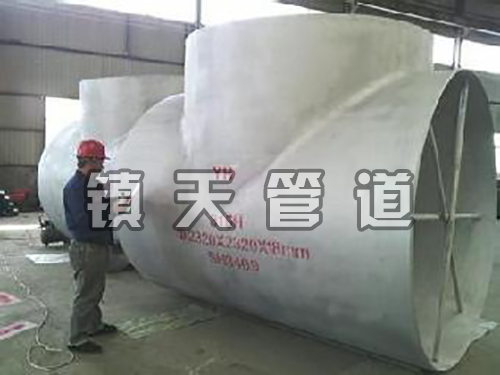
2、可以缩短制造周期,生产成本降低。因不需要任何设备,尤其适合于现场加工大型碳钢弯头。坯料为平板或可展曲面,因而下料简单,精度容易,组装焊接方便。
冲压弯头的焊接注意事项:
1、为防止因为加热而产生睛间侵蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。
2、冲压弯头焊后硬化性较大,轻易产生裂纹。若采用同类型的冲压弯头焊接,进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用冲压弯头焊条。
3、冲压弯头,为耐蚀机能及焊接性而适当增加适量不乱性元素Ti、Nb、Mo等,焊接性较冲压弯头好一些。采用同类型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢焊条。
4、冲压弯头焊条具有良好耐侵蚀性和性,广泛应用于化工、化肥、石油、机械制造。
5、冲压弯头药皮有钛钙型和低氢型。钛钙型可用于交直流,但交流焊时熔深较浅,同时轻易发红,故尽可能采用直流电源。
6、冲压弯头具有的耐蚀(氧化性酸、酸、气蚀)、耐热和机能。通常用于电站、化工、石油等设备材料。冲压弯头焊接性较差,应留意焊接工艺、热处理前提及选用合适电焊条。
7、焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮轻易开裂剥落),防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。
8、冲压弯头焊接时,受到重复加热析出碳化物,降低耐侵蚀性和力学机能。
冲压弯头的的塑性加工往往易产生下述质量缺陷,特别是在管材的弯曲加工时尤为明显。
(1)壁厚变薄、起皱如弯曲变形区外侧会产生壁厚变薄。变薄量大的部位在大变形处,当变薄过度时导致管件破裂。从变形力学的角度看,属塑性环向拉应力过大的问题。如弯曲变形区内侧会产生壁厚增加。若变形程度过大,则内侧管壁失稳增厚,严重时会起皱。因此,失稳不只是在拉应力作用下才会出现,在压应力作用下,同样存在失稳问题。此类质量缺陷发生在壁厚较大的管件弯曲。
(2)截面形状畸变在管材弯曲过程中,若不采取的措施(如在管内填充料或放置芯棒支撑等),弯曲后的管件横截面在没有内部支撑时容易变为椭圆形。
因此,为选用合理的工艺方法及采取的工艺措施,防止上述缺陷的产生是重要的。生产实践表明,或大限度地减少质量缺陷,以满足管件的使用要求,是管材塑性加工的工艺关键。