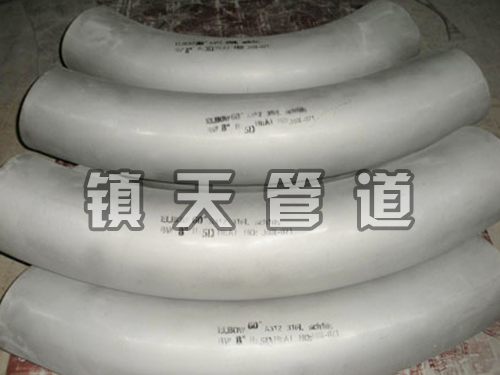
冲压弯头是运用于供水管道、水蒸气管道、煤气管道、输油管道的联接。冲压弯头色彩为黑色,成直角弯度,质量优,损,不易损坏。冲压弯头标准为1/2-10寸,商品遍及应用于石油、化工、冶金、电力等职业的管道设备、设备、配套等效力。
冲压弯头耐空气、蒸汽、水等弱腐蚀介质和酸、碱、盐等化学浸蚀性介质腐蚀的钢。又称不锈耐酸钢。实际应用中,常将耐弱腐蚀介质腐蚀的钢称为冲压弯头,而将耐化学介质腐蚀的钢称为耐酸钢。由于两者在化学成分上的差异,前者不耐化学介质腐蚀,而后者则一般均具有不锈性。含铬冲压弯头还集机械强度和高延伸性于一身,易于部件的加工制造,可满足建筑师和结构设计人员的需要。所有金属都和大气中的氧气进行反应,在表面形成氧化膜。不幸的是,在普通碳钢上形成的氧化铁继续进行氧化,使锈蚀不断扩大,终形成孔洞。可以利用油漆或耐氧化的金属(例如,锌,镍和铬)进行电镀来碳钢表面,但是,正如人们所知道的那样,这种保护仅是一种薄膜。
冲压弯头具有很好的环保性,冲压弯头不污染环境。而不能收回会发生二次污染;冲压弯头管材发展趋势:冲压弯头质料不光具有合格的蠕变破变曲线,并且其管材报价适中,施工相对其它种类便利、方便,衔接方法归于现阶段牢靠的本位互熔热熔衔接的方法,管件部位的孔径大于一样标准管材的内径,在体系中由于没有部分缩径的机械衔接方法,所以体系流体阻力相对较小。
冲压弯头在工业使用中具有很好的使用效果,也具有很好的环保性能。是一款新型的弯头。
冲压弯头生产的技术要领:
一、冲压弯头的生产是有压力机,底座模具,上压模具,和填充模具等几个设备的共同作用下才可以生产的,压力机的选择是压力要大于弯头变形的力道,上压模具和底座模具的的设计,由于原来的工艺很是后,模具也是很不,模具的长度要大于弯头的长度冲压弯头的加工余量,填充模具的设计为重要了现在都是数控车床做的模具一个厚度一个型号一条模具弯头在冲压的时候口径和外观的美观但是原来这个问题是不好解决的,原来的冲压弯头就是一个口径一个模具,不分厚度那样做出来的弯头的口径是很不好的,现在的冲压弯头的生产只是针对厚壁和合金为主了不以碳钢为主打了。
二、加热的温度也是冲压弯头的生产的重要因素,原来的生产都是靠肉眼观看差不多了烧红了直接拉出来压制,但是人的肉眼有时候很不好把握温度,温度尤其是高了的话弯头不仅在炉内会掉落很多的氧化皮子而且厚度也会降低导致弯头的卖相不好再者便是温度越高弯头越软加工的时候稍微有点压力就变形了了弯头的外形也不好控制。温度稍微低点没事就是加大压力的事情。
三、便是后期,冲压弯头经过压制,大概的样子已经出来,还需要盘口,车口修磨等等环节这就是个细活了,冲压弯头的外观取决于此。
冲压弯头的优势:
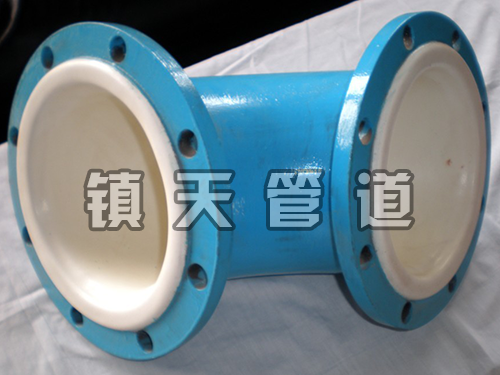
1、性能优异、连续使用:特种陶瓷的性相当于锰钢的266倍,经中南工大粉末冶金所测定。高铬铸铁的171.5倍,性。弯头制粉系统的应用大的减轻了设备的磨损,根据十余年的现场运行经验,时间至少10年以上,减少维修频次和费用。
2、内衬陶瓷、硬度高、重量轻:刚玉陶瓷洛氏硬度为HRA80-85硬度远高于钢和不锈钢。密度仅为钢铁的一半,经中科院上海硅酸盐所测定。陶瓷弯管重量仅为钢弯管的1/3便于装置与换。
3、装贴牢固、耐热性、好:可脱落,陶瓷片采用高温无机粘合剂装贴在弯管内壁。装贴工艺简便,性。陶瓷属于无机资料,不发生氧化锈蚀,腐蚀。
冲压弯头的特点:
一、冲压加工的生产,且操作方便,易于实现机械化与自动化,这是因为冲压是依靠冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟可达几十次,高速压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能一个冲压件。
二、冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方法,冲压件的成本较低。
三、冲压可加工出尺寸范围较大,形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁,覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。
四、冲压时由于模具了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,具有“一模一样”的特征。
五、不需管坯作原料,可节约制管设备及模具费用,且可任意大直径而壁厚相对较薄的冲压弯头。
六、坯料为平板或可展曲面,因而下料简单,精度容易,组装焊接方便。
七、冲压弯头适用于石油、气、化工、水电、建筑和锅炉等行业的管路系。