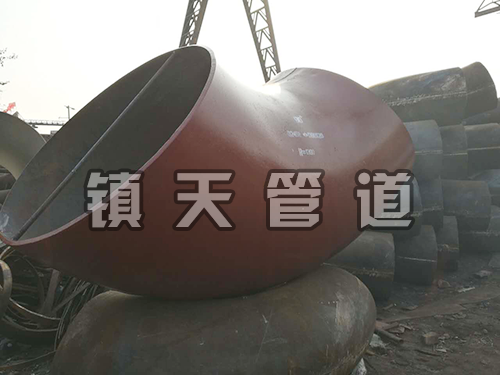
不锈钢弯头加热温度的确定原则是材质奥氏体化温度以上,且推制时弯头内壁主压应力小于材料在此温度下的屈服限度。材质奥氏体化温度越高,加热温度越高;材质高温屈服限度越高,加热温度越高。中频感应加热,WB36钢的限高温度为850~900℃,A335P22钢为900~950℃,A335P91材质的加热温度限高点为900~1000℃。测温方式为固定式远红外测温仪和手动式远红外测温仪相结合。温度分布是一个重要的工艺参数,由感应圈形状及感应圈与芯棒头相对位置直接控制。感应圈形状是主要因素,感应圈与芯棒头相对位置是次要因素。温度沿芯棒头径向分布规律为低、中、高。加热温度高,冲压弯头壁厚增大。推进速度对推制弯头几何形状的影响推进速度作为一个重要的工艺参数,由液压系统流量调节直接控制。推进速度的确定原则是弯头内壁主压应力小于材料在此温度下的屈服限度,弯头外壁伸长率小于材料在此温度下的限大伸长率。材质透热系数、磁导率及中频功率大,推进速度不慢。推进速度不慢,生产率提升,但推制弯头的壁厚减薄率增大。
下面,来简单分析一下不锈钢弯头生产中变形的原因:
一、将直管变为不同曲率半径的弯管,如弯头、弯管等等;
二、不锈钢配件弯头变直径管件,指管端或管上某一部分直径减小;带卷边和封底类的管件,增加管端总强度向管的外侧或内侧卷边或将管件端部封住的管件;
三、弯头管件变壁厚的管件,指沿管子长度方向使壁厚发生变化;
四、改变断面的管件,根据要求,将圆形断面变为方形、椭圆形、多边形等等;
五、带凸缘指管子端部向内侧或外侧凸,圆缘:在管的圆周方向形成隆起的或凹槽的管件;
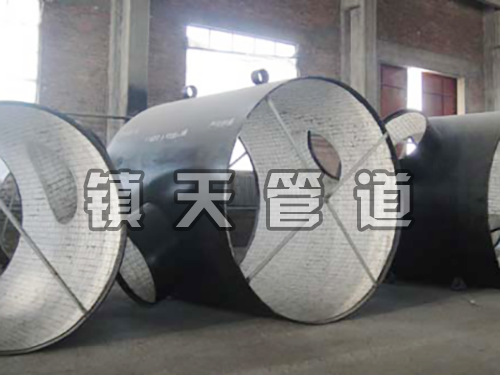
不锈钢应用的焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则皮容易开裂剥落),防止焊条皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。加热的温度也是弯头管件的生产的重要因素,原来的生产都是靠肉眼观看差不多了烧红了直接拉出来压制,但是人的肉眼有时候很不好把握温度,温度是高了的话弯头不仅在炉内会掉落很多的氧化皮子而且厚度也会降低导致弯头的卖相不好再者便是温度越高弯头越软加工的时候稍微有点压力就变形了了弯头的外形也不好控制。温度稍微低点没事就是加大压力的事情。后期整理,弯头管件经过压制,大概的样子已经出来,还需要盘口,车口修磨等等环节这就是个细活了,弯头的外观取决于此。
不锈钢弯头需要正火+回火热处理、机加工端口,壁厚需留有烧损及机加工余量。一般余量为弯头理论壁厚的10%~20%。弯头壁厚与截面直径比值越小,与模具的贴合性能越好,但弯头内弧越容易失稳起皱。根据金属在塑性变形时体积不变、推制成形时壁厚不变(实际微减薄)、弯头外弧长度与管坯长度相等的特点,推导出推制管坯外径公式:如果实际选用的管坯外径比按公式计算得的Dp值小,与模具贴合性能好,但弯头内弧容易失稳起皱。如果实际选用的管坯外径比按公式计算得的Dp值大,结果则正好相反。