不锈钢弯头焊后硬化性大,容易产生裂纹,在焊接时选用不同的焊条进行焊接,焊接的冲压弯头的质量。若采用同类型的铬冲压弯头焊条焊接,进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍冲压弯头。不同种类的焊条在使用中具有不同的性能和特点,在使用中按照相应的需要选用,焊接的冲压弯头的质量。为冲压弯头不怕蚀性能及焊接性,在生产时适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较铬冲压弯头好一些。采用同类型的铬不锈钢弯头时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢弯头。
下面,详细来讲解一下不锈钢弯头的成型步骤:
一、不锈钢弯头的出产是有压力机,底座模具,上压模具,和填充模具等几个设备的一起效果下才能够出产的,压力机的挑选是压力要肯定大于弯头变形的力道,上压模具和底座模具的的描绘,因为本来的技术很是后,模具也是很不,模具的长度要大于弯头的长度冲压弯头的加工余量,填充模具的描绘为重要了如今都是数控车床做的模具一个厚度一个型号一条模具弯头在冲压的时分口径和外观的漂亮可是本来这个问题是欠好解决的,本来的冲压弯头即是一个口径一个模具,不分厚度那样做出来的弯头的口径是很欠好的,如今的冲压弯头的出产只是对于厚壁和合金为主了不以碳钢为主打了。
二、加热的温度也是冲压弯头的出产的重要因素,本来的出产都是靠肉眼观看差不多了烧红了直接拉出来限制,可是人的肉眼有时分很欠好把握温度,温度是高了的话弯头不仅在炉内会坠落许多的氧化皮子而且厚度也会下降导致弯头的卖相欠好再者便是温度越高弯头越软加工的时分略微有点压力就变形了了弯头的外形也欠好控制。温度略微低点没事即是加大压力的事情。
三、后期:冲压弯头通过限制,大概的样子现已出来,还需要盘口,车口修磨等等环节这即是个细活了,冲压弯头的外观取决于此。
不锈钢弯头不会产生侵蚀、点蚀、锈蚀或磨损。不锈钢仍是建筑用金属材料中强度的材料之一。因为不锈钢具有良好的不怕侵蚀性,所以它能使结构部件保持工程设计的完整性。含铬弯头管件还集机械强度和高延伸性于一身,易于部件的加工制造,可知足建筑师和结构设计职员的需要。所有金属都和大气中的氧气进行反应,在表面形成氧化膜。
长期寄存的弯头,应作定期查看,常常对显露的加工外表须保持清洁,清理污垢,规整地寄存在室内通风枯燥的当地,禁止堆置或露天寄存。常常保持弯头的枯燥和通风,保持器的清洁和规整,依照正确的寄存方法寄存。
弯头阀门填料压盖的螺栓应均匀地拧紧,不该压成歪状态,避免碰伤阻碍阀杆运动或形成泄漏。设备时,可将弯头按连接方法直接设备在管路上,依照使用的方位进行设备。一般情况下,可设备在管路任意方位上,但需便于操作的检修,注意截止弯头介质流向应是纵阀瓣下面往上行,弯头只能水平设备。弯头在设备时要注意密封性,防止出现泄漏现象,影响管道的正常运转。
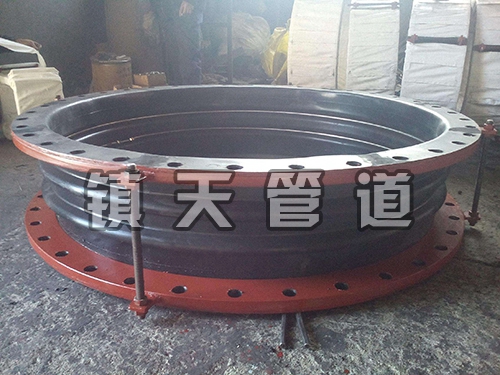
不锈钢弯头的加工方法也有良多种。良多还属于机械加工类的范畴,用的多的是冲压法、锻压法、滚轮加工法、滚轧法、鼓胀法、拉伸法、弯曲法、和组合加工法。管件加工是机加工和金属压力加工的结合。锻压法:用型锻机将管子端部或一部门予以冲伸,使外径减少,常用型锻机有旋转式、连杆式、滚轮式。冲压法:在弯头管件用带锥度的芯子将管端扩到要求的尺寸和外形。滚轮法:在弯头管件管内放置芯子,外周用滚轮推压,用于圆缘加工。