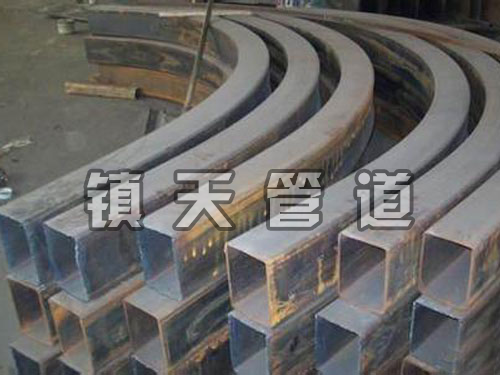
不锈钢冲压弯头的生产是有压力机,底座模具,上压模具,和填充模具等几个设备的共同作用下才可以生产的,压力机的选择需要是压力要大于弯头变形的力道,上压模具和底座模具的的设计,模具的长度需要要大于弯头的长度确定不锈钢冲压弯头的加工余量,填充模具的设计为重要了现在都是数控车床做的模具一个厚度一个型号一条模具确定弯头在冲压的时候口径和外观的美观但是原来这个问题是不好解决的,原来的不锈钢冲压弯头就是一个口径一个模具,不分厚度那样做出来的弯头的口径是很不好确定的,现在的不锈钢冲压弯头的生产只是针对厚壁和合金为主了不以碳钢为主打了。
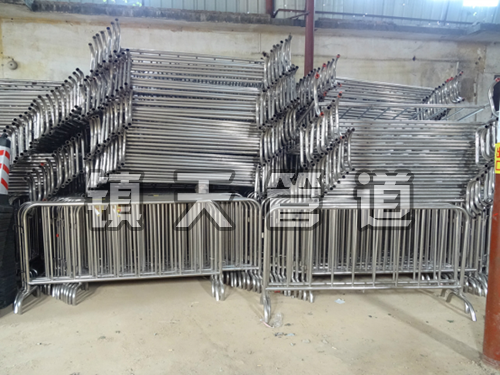
不锈钢冲压弯头能长时间保持弯管表面不生锈,不易腐蚀。其主要特点是不锈钢具有防锈性和不怕蚀性,铬含量至少是10.5%,碳含量可达1.2%。不具有磁性,它的主要是通过冷加工(并可能产生某种磁性)。操作人员操作方便,便于机械化、自动化,由于冲切是通过模具和冲压设备来进行的,一般压力机每分钟冲压数可达数十次,每分钟压力可以达到数百甚至千次以上,并且每个冲程都可以有冲压件。冲压一般无切屑碎料产生,材料消耗较少,而且不用其他设备加热,因此是一种省料节能的方法,冲压件成本较低。
不锈钢冲压弯头是选用与管材相同原料的板材用冲压模具冲压成半块环形弯头,然后将两块半环弯头进行组对焊接成形。因为各类管道的焊接规范不同,通常是按组对点焊固定半成品出厂,现场施工依据管道焊缝等级进行焊接。因而,也称为两半焊接弯头。冲压加工的出产速率还不错,且操作便利,易于完结机械化与自动化,这是因为冲压是依托冲模和冲压设备来完结加工,一般压力机的行程次数为每分钟90°对焊不锈钢冲压弯头可达几十次,压力要每分钟可达数百次乃至千次以上,并且每次冲压行程就可能有一个冲压件。
不锈钢冲压弯头常见的种类有:45度弯头,90度弯,180度弯头三种,也有60度的,但是一般要特别定制;为避免因憋压使阀体与法兰空隙潜在泄漏处呈现再泄漏,在夹具与阀体法兰外缘吻合处设环形腔注胶。因为异径法兰在注剂过程中夹具易向小径法兰侧发生位移,故选用齿形接触卡紧的限位措施。在操作的时分密封剂固化后,通过效果查看,进行部分补注压紧,避免应力松懈,再封闭注剂孔。
不锈钢弯头阀门填料压盖的螺栓应均匀地拧紧,不应压成歪状态,以免碰伤阻碍阀杆运动或造成泄漏。不锈钢弯头的球阀,截止阀,闸阀使用时,只作全开或全闭,不允许做调节流量用,以免密封面受冲蚀,加速磨损。闸阀和上螺纹截止阀内有倒密封装置,手轮旋位置拧紧,即可阻止介质从填料处泄漏。不锈钢弯头应用手轮,请勿借助杠杆或其它工具,以免损坏阀件。手轮顺时针旋转为关闭,反之为开启。子啊使用时要正确,确定正确的使用方法和手段。
安装时,可将不锈钢弯头按连接方式直接装置在管路上,按照使用的位置进行安装。一般情况下,可安装在管路任意位置上,但需便于操纵的检验,留意截止不锈钢弯头介质流向应是纵阀瓣下面往上行,不锈钢弯头只能水平安装。不锈钢弯头在安装时要留意密封性,防止泛起泄漏现象,影响管道的正常运行。