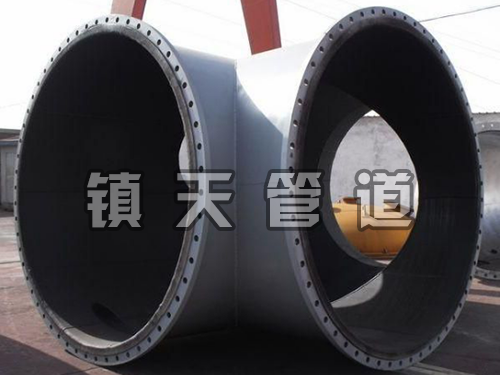
厚壁冲压弯头是早应用于批量出产无缝保温弯头的成形工艺,在常用标准的弯头出产中已被热推法或其它成形工艺所代替,但在某些标准的弯头中因出产数量少、壁厚过厚或过薄。产品有特别要求时仍在运用。弯头的冲压成形选用与弯头外径持平的管坯,运用压力机在模具中直接限制成形。在冲压前,管坯摆放鄙人模上,将内芯及端模装入管坯,上模向下运动开端限制,经过外模的束缚和内模的支撑效果使弯头成形。
厚壁冲压弯头常见的工艺检测办法有哪几种:
1、顶锻试验:对规矩标准的试样进行锤击或锻打。查验合金钢弯头在室温或热状况下接受顶锻塑性变形的才干并闪现其缺点的试验。在室温下进行的顶锻试验称室温顶锻试验,亦称冷顶锻试验。在热状况下进行的顶锻试验称热顶锻试验;
2、管卷边试验:将规矩形状的顶心压入金属管一端,使管壁均匀卷至规矩标准,查验管壁接受外卷塑性变形的才干并闪现其缺点的试验;
3、管液压试验:合金钢弯头厂家用水或规矩液体充溢金属管,在相应时间内接受规矩压力,查验弯头质量及强度并闪现其缺点的试验;
4、淬透性:指钢奥氏体化后接受淬火的才干,或奥氏体向马氏体改变的倾向,常用淬硬层的深层来说明。淬硬层的是指外表至半马氏体层的距离。对合金结构钢,查验淬透性的办法主要是我国标准规矩的结构钢末端淬火试验办法;
5、切削加工性:弯头材料用切削东西加工时所表现出来的功用。在切削或磨削时,简略达到较不错的外表加工精度,并且东西不易损耗,切屑简略脱落,切削力小等,都表明该金属材料的切削加工性不错。
6、曲折试验:用规矩标准弯心将试样曲折至规矩程度,查验金属接受曲折塑性变形的才干并闪现其缺点的试验。一般应规矩弯心直径标准和曲折视点及对曲折处外表的要求;
7、管曲折试验:在带槽弯心大将试样曲折至规矩程度,查验弯头接受曲折塑性变形的才干并闪现其缺点的试验;
8、管压扁试验:将金属管压扁至规矩标准,查验其塑性变形才干并闪现其缺点的试验;
9、管扩口试验:将规矩锥度的顶心压入金属管一端,使直径均匀地扩张至规矩标准,查验弯头径向扩张塑性变形的才干并闪现其缺点的试验;
10、重复曲折试验:将试样一端夹紧。在规矩半径的圆柱形外表上进行90度的重复反向曲折,查验金属的不怕重复曲折才干并闪现其缺点的试验;
冲压可加工出尺寸范围大,形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁,覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较不错与热推工艺相比,冲压成形的外观质量不如前者;
厚壁冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量,厚壁弯头的制造什么东西没有技术的愈新是不是得发展的,不管是什么行业都是如此。除铬外,常用的合金元素还有镍、钼、钛、铌、铜、氮等,以达到各种用处对不锈钢冲压弯头安排和功能的需求。