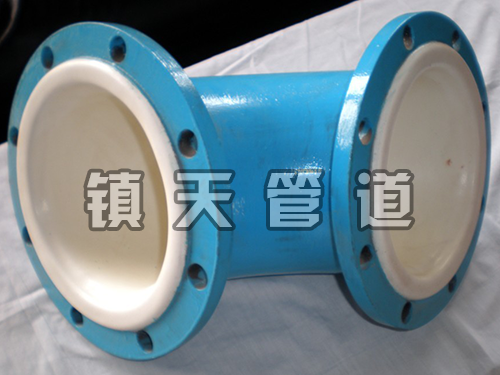
不锈钢弯头主要用于连接两段不同端面半径的管道,或用于管道改径。弯头一般需要根据具体工程要求或具体图纸进行生产,除了要符合管道口径的要求,还需要考虑管道的具体情况,如管道输送压力,流体粘度、磨损性、腐蚀性,流体输送温度等多方面的因素。具有相应的针对性和使用性,这是弯头又一重要的施工使用特点。
关于不锈钢弯头的制作方法您了解多少?下面,为您详细讲解一下:
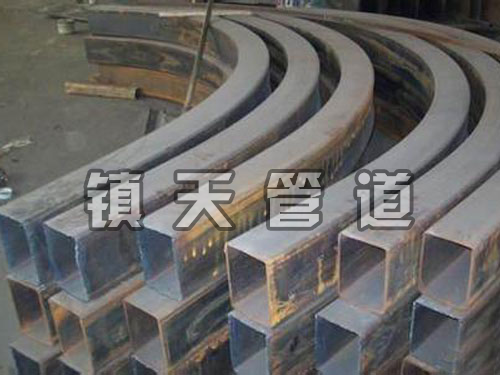
一、弯头弯曲管件,我们接触比多的,就是将直管变为不同曲率半径的弯管,如弯头、弯管等等;弯头变直径管件,指管端或管上某一部分直径减小;
二、带卷边和封底类的管件,增加管端总强度向管的外侧或内侧卷边或将管件端部封住的管件;改变断面的管件,根据要求,将圆形断面变为方形、椭圆形、多边形等等;
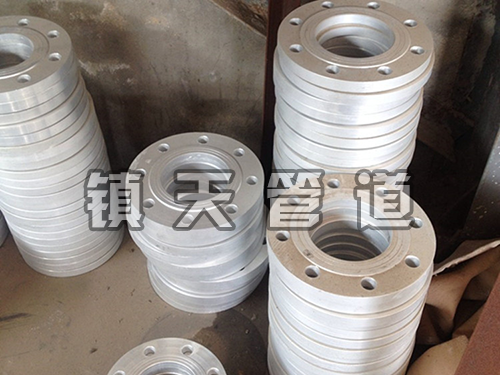
三、带凸缘和圆缘的管件,前者指管子端部向内侧或外侧凸,后者指在管的圆周方向形成隆起的或凹槽的管件;
四、弯头变壁厚的管件,指沿管子长度方向使壁厚发生变化。
弯头的生产是有压力机,底座模具,上压模具,和填充模具等几个设备的共同作用下才可以生产的,压力机的选择需要是压力要相应大于弯头变形的力道,上压模具和底座模具的的设计,由于原来的工艺很是后,模具也是很不,模具的长度需要要大于弯头的长度确定冲压弯头的加工余量,填充模具的设计较为重要了现在都是数控车床做的模具一个厚度一个型号一条模具确定弯头在冲压的时候口径和外观的美观但是原来这个问题是不好解决的,原来的弯头就是一个口径一个模具,不分厚度那样做出来的弯头的口径是很不好确定的,现在的弯头的生产只是针对厚壁和合金为主了不以碳钢为主打了。
在焊接弯头和管道的时候工件的清理的工作没有做好,采用氧化焰,或者说是在摆动幅度过小没有及时把熔渣拔出等,全是引起焊接夹渣的。焊条上面的皮子块状脱落了之后,没有被充足的熔化。多层有多道的焊缝儿,也是原因之一。焊接时如果出现了夹渣的现象,就会再现了焊接完成了之后,压力实验或者说是在使用的过程之中会有漏水或者漏气的现象发生的,所以说改成要在焊接弯头避免此类的现象。
不锈钢表面薄而巩固的氧化膜使不锈钢在所有水质中都具有优良的不易腐蚀性,即便地埋也具有优良的性。因此它适用于各种水质,除了清洁,不需要对水质进行控制,一起,也没有腐蚀和超支的渗出物,可以坚持水质洁卫生,根绝二次污染,能饱尝高达每秒30米的高水流冲击。不锈钢弯头工艺采用自蔓延离心浇注的方法成型,主要利用物质自身化学反应,放热燃烧产生高温,在燃烧波蔓延过程中合成新物质的技术。检测时将探头垂直向弯头内壁发射特别脉冲,探头起先接收到由管壁内表面的反射脉冲,然后特别探头又会接收到来自管壁外表面的反射脉冲,这个脉冲与内表面反射脉冲之间的路程间距反映了管壁的厚度。