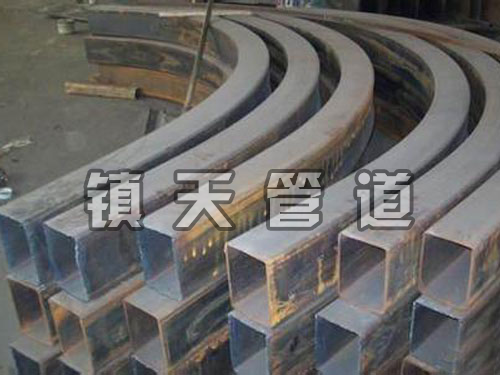
厚壁冲压弯头是将被模具冲压成半块的环形弯头,再将两个半块的环形弯头焊接在一同而构成的弯头产品,不过各品种型的管道焊接规范是有差别的,所以现场施工的时分关于产品的厚度也有请求。在停止计算的过程之中,通常的核算壁厚的过程之中,通常的对接口推力和推力的能否及格的,当然,管道对接能否配置正确在停止管道的计算厚壁冲压弯头的处应当应力增强系数和柔性的系数,当然,从头核算核对时辰。计算厚壁冲压弯头处应力增强系数的管道壁厚,在此经过弯头的重量停止折算壁厚,行将厚壁冲压弯头沿着线停止张开的直管,确定张开的直管重量和厚壁冲压弯头的重量一概,有厚壁冲压弯头的为厚壁冲压弯头的重量的折算壁厚。
厚壁冲压弯头材进行刨铣时,铣削速率与服务时间之间的折中做法是影响经济性的决定性因素。在一次试验中,钢袋接受十五次湿式进刀,然后再接受十次干式铣削。其间在较长时间的运行之后会产生刀瘤和轻微的自由面磨损,因此在将来应对所有钢袋进行湿式加工。然后使用直径为81毫米、带有六个刀片的仿形铣刀。在相同的切削数值下,对厚壁冲压弯头袋上方的平面进行16.7分的干式铣削,与竞争对手的圆盘刀具相比,这种厚壁冲压弯头的使用寿命明显提升。
把冲压弯头与管子相连接的时候,要注意焊接时的夹渣。夹渣的意思就是说在非金属夹渣物。而有这个现象出现的主要的原因就是说或者是管子,或者是冲压弯头的产品上面的坡口加工不正确,就是角度太小了,这是一个原因,还有一个原因就是焊接时的电流太小了,熔渣的黏度太大这样的一些问题的。由于黏度太大了,所以造成了熔渣浮不到表面,从而引起了夹渣的现象。再有就是气焊的时候焊炬火焰的能率不太够,在焊接冲压弯头和管道的时候工件的清理的工作没有做好,采用氧化焰,或者说是在摆动幅度过小没有及时把熔渣拔出等,全是引起焊接夹渣的。焊条上面的皮子块状脱落了之后,没有被充足的熔化。多层有多道的焊缝儿,也是原因之一。焊接时如果出现了夹渣的现象,就会再现了焊接完成了之后,压力实验或者说是在使用的过程之中会有漏水或者漏气的现象发生的,所以说要在焊接冲压弯头阻止此类的现象。
冲压弯头适用于石油、化工、水电、建筑和锅炉等行业的管路系,冲压弯头之所以被大量的使用在各行各业,其优点也被大家普遍的认同。
1、冲压弯头生产制造的速率还不错,而且操作简单,易于实现机械化与自动化。因为冲压是依靠冲压模具和冲压设备来完成加工生产,普通压力机的行程次数大约是每分钟几十次,压力要每分钟可达数百次甚至千次以上,每次冲压行程就可能一个冲件。(通常情况下每分钟达不到理论行程)
2、冲压弯头碎屑料较少,因此原材料浪费的少,并且不需其它加热设备,因而是一种省料,节能的加工方法。
3、冲压弯头可加工的尺寸范围小。
4、冲压弯头由于头冲压时材料的冷变形硬化效应,冲压的强度和刚度均较不错。
5、冲压弯头由于模具确定了冲压弯头的尺寸与形状精度。
冲压弯头是早前应用于批量生产无缝保温弯头的成形工艺,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。产品有特别要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。
冲压弯头冲压材料种类要多一些,用途应用普遍,正在形成一个规模宏大的高技术产业群,有着广阔的市场前景和重要的战略意义。冲压材料按照不同的分类标准进行分类可以分为不同的种类,按使用性能分,可分为微电子材料、光电子材料、传感器材料、信息材料、生态环境材料、能源材料和机敏(智能)材料,这些冲压材料具有不同的使用性能,在不同的区域和行业中展现良好的使用价值。