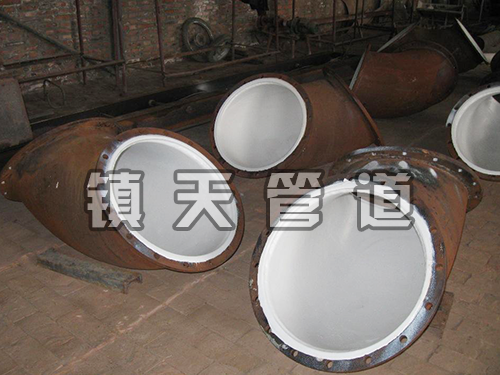
无缝弯头由整块金属制成的,表面上没有接缝的钢管,称为无缝弯头。根据生产方法,无缝管分热轧管、冷轧管、冷拔管、挤压管、顶管等。按照断面形状,无缝弯头分圆形和异形两种,异形管有方形、椭圆形、三角形、六角形、瓜子形、星形、带翅管多种复杂形状。大直径达650mm,小直径为0.3mm。根据用途不同,有厚壁管和薄壁管。
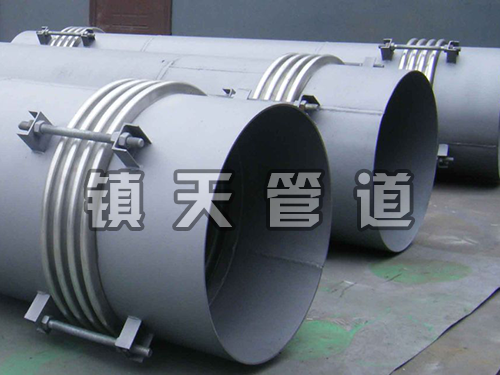
无缝弯头主要是通过张力减径,空心母材不带芯棒的连续轧制而完成。在确定无缝管焊接质量的前,将焊管整体加热至950摄氏度以上高温,再运用张力减径机轧制成各种规格的无缝弯头。采用此工艺加工的无缝弯头可以达到母体的金相组织和机械性能基本一致的效果,通过锅炉高温加热以及张力减径机自动给控制的钢管精度尺寸,可以确定成品管较不错的质量。目前,许多发达国度已采用此道焊管无缝化的生产工艺流程。
一般的无缝弯头的生产工艺可以分为冷拔与热轧两种,冷轧无缝弯头的生产流程一般要比热轧要复杂,管坯先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝弯头要短于热轧无缝弯头,冷轧无缝弯头的壁厚一般比热轧无缝弯头要小,但是表面看起来比厚壁无缝弯头加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
无缝弯头的浸淬工艺,这是较简单的方法,但是这种方法容易使管弯曲,表面可能形成蒸汽膜。
一、浸淬加钢管内轴向喷射水,但是这中方法对钢管的长度有相应要求,超过相应的长度淬火的性能就不佳。
二、浸淬加钢管内轴向喷射和外喷射水,这种淬火装置结构较为复杂,控制不好就会使喷嘴被污染物堵塞。
三、浸淬加钢管内外轴向喷射水,该法方法的装置采用计算机控制,淬火性能好。
无缝弯头分热轧和冷轧(拨)无缝弯头两类。热轧无缝弯头分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。冷轧(拨)无缝弯头除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚2.5-75mm,冷轧无缝弯头外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度不错。冷拔(轧)无缝弯头:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
在无缝弯头加工完成后,多少会有些曲折,而缩小这些曲折还得靠校直机来完成。所以,几乎所有加工后的无缝弯头都要经过校直机的冷校直。无缝弯头曲折是因为轧机调整不妥,轧制时残留的剩余应力以及因为沿管子截面和长度上冷却不平等缘由形成的。因而,不行能从轧机直接获得很直的管子,只要通过冷校直管子的曲折度才干满意技能条件的规则。