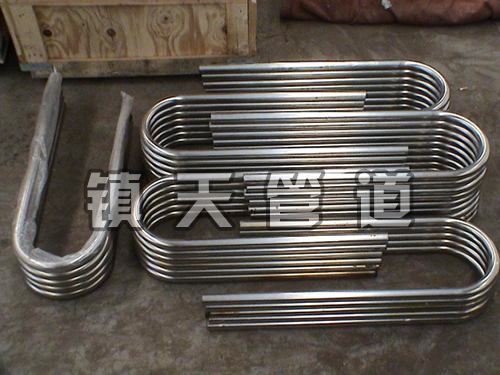
合金厚壁冲压弯头是采用与管材相同材质的板材用冲压模具冲压成半块环形弯头,然后将两块半环弯头进行组对焊接成形,合金厚壁冲压弯头的焊接需要按照相应的工序进行生产和加工,一般合金厚壁冲压弯头中含碳量较不错则硬度越大,强度也越高。
合金厚壁冲压弯头多适用于石油、燃气、化工、水电、建筑和锅炉等行业的管路系,因为合金厚壁冲压弯头的适用范围广其成型工艺过程是复杂的,需要根据不同的材质和用途进行焊接,在相应的压力下进行逐渐成形,那一般合金厚壁冲压弯头的工艺特点有哪些呢?
一、冲压时由于模具了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,具有“一模一样”的特征。
二、冲压加工的生产速率不错,且操作方便,易于实现机械化与自动化,这是因为冲压是依靠冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟对焊合金厚壁冲压弯头可达几十次,压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能一个冲压件。
三、冲压可加工出尺寸范围大,形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁,覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较不错。
四、冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方法,冲压件的成本较低。
合金厚壁冲压弯头焊后硬化性大,容易产生裂纹,在焊接时选用不同的焊条进行焊接,焊接的合金厚壁冲压弯头的质量。若采用同类型的铬合金厚壁冲压弯头焊条焊接,需要进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍合金厚壁冲压弯头。不同种类的焊条在使用中具有不同的性能和特点,在使用中按照相应的需要选用,焊接的合金厚壁冲压弯头的质量。
合金厚壁冲压弯头进行焊接时,经过加热会释放出碳化物,受到重复加热析出碳化物,释放的碳化物会影响合金厚壁冲压弯头的性能,降低性和力学性能。以上是关于在使用合金厚壁冲压弯头时需要注意的事项,需要按照相应的方法和事项进行使用,其良好的使用价值和性能。
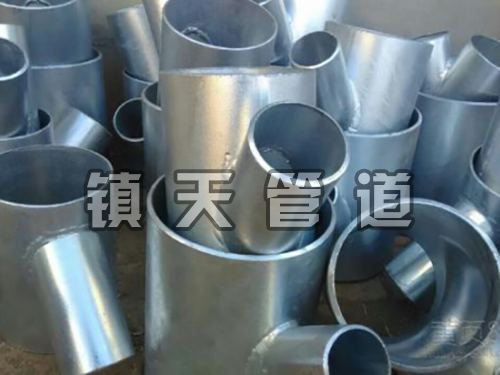
在制钢弯头的时候,一般选用的资料也许多,有铸铁、不锈钢、碳钢、合金钢等,当然不同原料的原料,制造出来的碳钢弯头在价格方面也会存在相应的差异,用户们在购买碳钢弯头的时候,也要安装需求来购买,这样不至于浪费,一个碳钢弯头的筑造,相同也需求几个不同的工序,在制造的过程中,假如员工不能够掌控好时刻,以及制造工艺,相同也会有等级差的碳钢弯头产出,为了节约制造成本,在制造的过程中,还需求员工们注意操作细节。
长期存放的弯头弯管,应作按期检查,常常对外露的加工表面须保持清洁,清理污垢,整洁地存放在室内透风干燥的地方,严禁堆置或露天存放。常常保持弯头的干燥和透风,保持器的清洁和整洁,按照准确的存放方法存放。安装时,可将弯头弯管按连接方式直接装置在管路上,按照使用的位置进行安装。一般情况下,可安装在管路任意位置上,但需便于操纵的检验,留意截止弯头介质流向应是纵阀瓣下面往上行,弯头弯管只能水平安装。弯头在安装时要留意密封性,防止泛起泄漏现象,影响管道的正常运行。