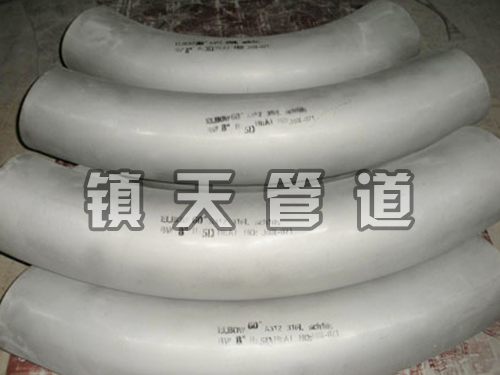
不锈钢冲压弯头是采用与管材相同材质的板材用冲压模具冲压成半块环形弯头,然后将两块半环弯头进行组对焊接成形。由于各类管道的焊接标准不同,通常是按组对点焊固定半成品出厂,现场施工根据管道焊缝等级进行焊接,因此,也称为两半焊接弯头。
下面,来讲讲不锈钢冲压弯头的焊接事项:
一、为防止因为加热而产生睛间侵蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。
二、不锈钢冲压弯头焊后硬化性较大,轻易产生裂纹。若采用同类型的冲压弯头焊接,需要进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用冲压弯头焊条。
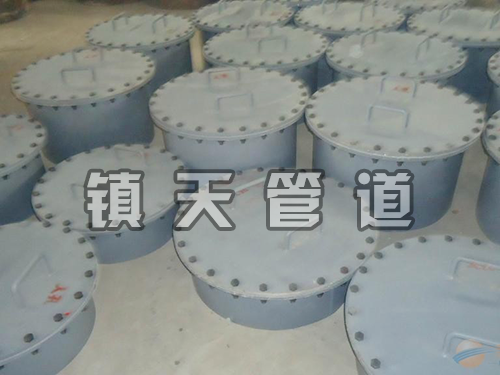
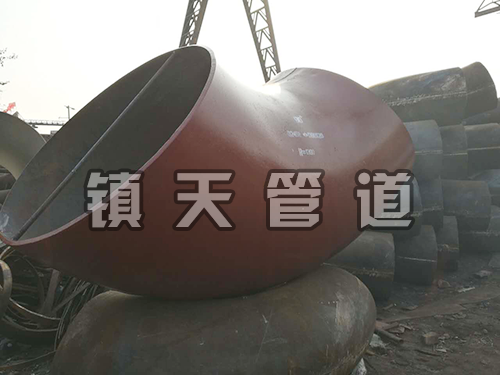
不锈钢冲压弯头的球阀、截止阀、闸阀使用时,只作全开或全闭,不允许做调节流量用,以免密封面受冲蚀,加速磨损。闸阀和上螺纹截止阀内有倒密封装置,手轮旋至较上位置拧紧,即可阻止介质从填料处泄漏。不锈钢冲压弯头一般指的是在口径在以上,大口径弯头包括大口径直缝弯头,大口径无缝弯头对焊弯头。市场上使用多的是对焊弯头,直缝和无缝在大口径方面除了在原材料设备技术,再就是价格比较昂贵。大口径弯头按照角度可以分为度大口径弯头,有度大口径弯头和180度大口径弯头及其它不同的角度的弯头。不锈钢冲压弯头使用一段时间需要按期检查,常常对外露的加工表面须保持清洁,清理污垢,整洁地存放在室内透风干燥的地方,严禁堆置或露天存放。常常保持不锈钢冲压弯头的干燥和透风,保持器的清洁和整洁,按照准确的存放方法存放。
长期寄存的不锈钢冲压弯头,应作定期查看,常常对显露的加工外表须保持清洁,清理污垢,规整地寄存在室内通风枯燥的当地,禁止堆置或露天寄存。常常保持不锈钢冲压弯头的枯燥和通风,保持器的清洁和规整,依照正确的寄存方法寄存。不锈钢冲压弯头阀门填料压盖的螺栓应均匀地拧紧,不该压成歪状态,避免碰伤阻碍阀杆运动或形成泄漏。可将不锈钢冲压弯头按连接方法直接设备在管路上,依照使用的方位进行设备。一般情况下,可设备在管路任意方位上,但需便于操作的检修,注意截止不锈钢冲压弯头介质流向应是纵阀瓣下面往上行,不锈钢冲压弯头只能水平设备。不锈钢冲压弯头在设备时要注意密封性,防止出现泄漏现象,影响管道的正常运转。
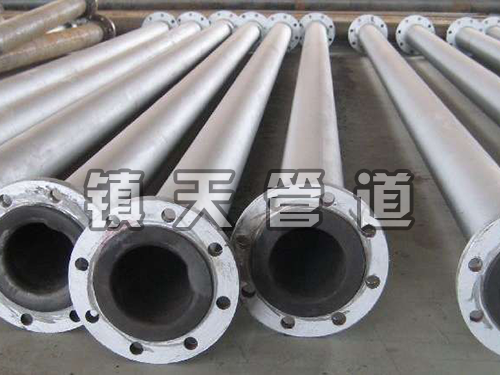
不锈钢冲压弯头防止腐蚀时,若管道锈蚀较厚,应先用手锤敲击,使锈层脱落。当锈层不厚时,用钢丝刷、钢丝布或粗砂布将外表擦洗至显露管道原色,再用棉纱头擦洗。这种办法只适用于零散、涣散的生锈状况,不适合大面积运用。喷砂除锈是化工管道防止腐蚀中较为的除锈办法。该办法不只能去掉钢管外表的锈层、旧漆层等污垢,并且能在钢管外表形成均匀的小麻点。这样能够添加防止腐蚀涂层与金属管道的结合力,进步涂料的作用和运用寿命,为下一步做好铺垫。埋在地下的不锈钢冲压弯头一般选用化学酸洗,化学酸洗能够除锈和去掉旧涂层。但应留心的是,化学酸洗虽然能清洗不锈钢冲压弯头外表,但其锚固办法较浅,简单形成环境污染。因而,一般不建议进行化学清洗。因而,不锈钢冲压弯头应运而生,它不只不易生锈,并且结实漂亮。
不锈钢冲压弯头材进行刨铣时,铣削速率与服务时间之间的折中做法是影响经济性的决定性因素。在一次试验中,钢袋接受十五次湿式进刀,然后再接受十次干式铣削。其间在较长时间的运行之后会产生刀瘤和轻微的自由面磨损,因此在将来应对所有钢袋进行湿式加工。然后使用直径为81毫米、带有六个刀片的仿形铣刀。在相同的切削数值下,对不锈钢冲压弯头袋上方的平面进行16.7分的干式铣削,与竞争对手的圆盘刀具相比,这种不锈钢冲压弯头的使用寿命明显提升。