合金冲压弯头在坯料上冲出透孔或不透孔的锻造工序称为冲孔。冲孔前坯料须先镦粗,以尽量减少冲孔深层并使端面平整。由于冲孔时锻件坯料的局部变形量很大,为了提升塑性,防止冲裂应将坯料加热到始锻温度。为确定孔位正确,应先试冲。即先用冲子轻轻冲出孔位凹痕,开检查孔位是否正确。如有偏差,可再次试冲,加以纠正。为了便于拔出冲子,先向凹痕内撤少许煤粉,再继续冲深至坯料厚度的2/3~3/4,此时应注意冲子与砧面垂直。一般锻件釆用双面冲孔法,将冲深后的锻件坏料翻转,然后从反面将孔冲透。而较薄的工件可采用单面冲孔。单面冲孔时应将冲。
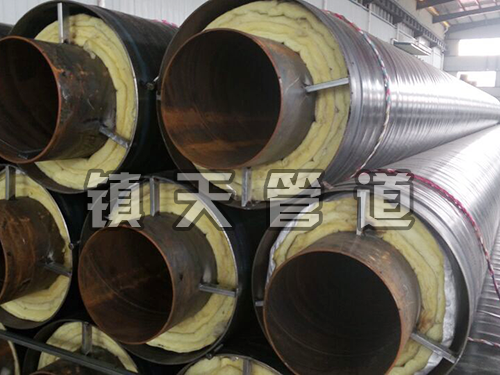
冲压弯其光滑度好,那么合金冲压弯头具有哪些方面的优点呢?
一、冲压时由于模具确定了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量。
二、冲压加工的生产速率高,且操作方便,易于实现机械化与自动化,这是因为冲压是依靠冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟90°对焊合金冲压弯头可达几十次,高速压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能一个冲压件。
三、冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方法,冲压件的成本较低。
四、冲压可加工出尺寸范围较大,形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁,覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。
在合金冲压弯头整个生产线中,中间包是关键一环。当转炉溅渣护炉技术推广应用后,转炉寿命大幅度增加,这时只要中间包不损毁,整个生产线就能维持运转,所以中间包的运转成为炼钢厂的限制环节。提升中间包耐火材料寿命,以及在线替换易损毁的元件,也是对中间包的要求之一。中间包一般由包体、包盖、水口和控流装置组成。包体的外壳一般用厚度为12~20mm的钢板焊成,要求具有足够的刚性,长期在高温环境下承受浇铸搬运、清渣和翻包等操作时结构不变形。中间包内衬有耐火材料。中间包内设有挡墙结构,用于隔离盛钢桶注流对中间包钢液的扰动,使中间包内钢液流动较合理,有利于夹杂物的分离和上浮。随着连铸技术的发展,对中间包内衬滑动水口和浸入式水口的耐火材料的质量要求越来越高,以避免被侵蚀后进入钢液。中间包盖主要用于保温,减少钢液的散热损失。般小容量为整体形,大容量可由几部分组合而成。包盖用钢板焊成,内衬耐火材料包盖上设有钢流注孔、塞棒孔和加热孔。中间包容量是中间包的一个重要参数,一般取盛钢桶容量的20%~40%,小容量盛钢桶取大值,大容量盛钢桶取小值。为了确定多炉连浇时的铸坯质量,其储存的钢液,应大于换包所需的时间。钢液在中间包内的停留时间和中间包容量及铸速有关,为了使钢液在中间包内有需要的停留时间,应根据铸速来核算中间包的容量。
合金冲压弯头出挑宽度不应小于1.2m步行街两侧的商铺在上部各层需设置回廊和连接天桥时,应确定步行街上部各层板的开口面积不应小于步行街地面面积的37%,且开口宜均匀布置步行街两侧建筑内的疏散楼梯应靠外墙设置并宜直通室外,确有困难时可在直接通至步行街;商铺的疏散门可直接通至步行街,步行街内任点到达近室外稳定地点的步行距离不应大于6om。步行街两侧建筑二层及以上各层商铺的疏散门至该层较近疏散楼梯口或其他稳定出入口的直线距离不应大于37.5m;步行街的顶棚材料应采用不燃或难燃材料,其承重结构的耐火限度不应低于1.0oh。