一、生产过程质量检验
生产过程质量检验,包括表面预处理质量检验、过程控制和层外观质检查,较原标准层次清晰,操作性强。表2-1规定了输送介质温度不超过100℃的”一步法”和”管中管”防护层厚度和偏差,防护层规定了小厚度指标。其中”一步法”工艺增加了φ159-~φ377和φ377以上规格管道的厚度要求。
1、钢管表面预处理质量检验:在检验过程中,钢管应逐根进行检查,要符合现行标准中对相应的标准照片进行目视比对的规定,除锈等级达到相关标准及规定的要求,每班次测量两根钢管锚纹,采用粗糙度仪或锚纹测定仪测定,应达到相应层的规定要求。
2、层涂覆过程的质量检验应按现行有关层的标准规范执行。
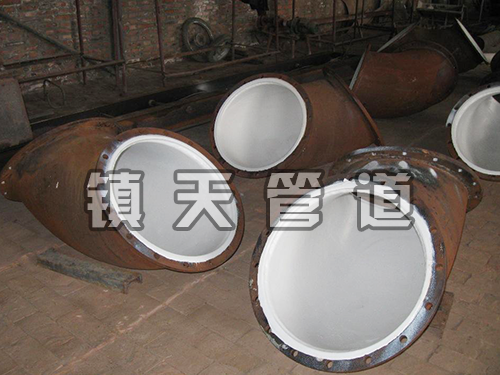
3、层外观应采用目测法逐根检查。层外观质量和厚度应达到相应标准技术要求,并满足设计要求。
4、保温层外观检验时,一般采用逐根目测检查的方式,不锈钢管件管道保温层要求无收缩、开裂、发酥、烧心等情况,而且不应出现明显的空洞。
5、输送介质温度在100℃以下时,保温层轴线与钢管轴线间的偏心距和防护层的任一截面,其小厚度应符合规定;输送介质温度在100℃~120℃之间的不锈钢弯头钢管保温结构,其防护管的外径和壁厚偏差应符合偏差要求。
6、输送介质温度在100℃~120℃之间的保温管老化性能检测应符合要求。室温条件下的轴向剪切强度和高温条件下的轴向剪切强度应分别进行检测。
7、在对帽施工的质量检查,从外观角度对帽有无烤焦、鼓包、皱折、翘边方面的检查,两端搭接处是否紧密,是否有少量胶均匀溢出。
8、保温层出现空洞缺陷情况时,可以在防护层上打孔,填充方式可使用二次灌注发泡,完成后,如果是聚乙烯防护层上的工艺开孔,那么可采用电熔焊接法封闭处理。
二、产品出厂质量检验
产品出厂质量检验,规定了产品检验批次、项目和型式检验条件。虽然要求每连续生产5km(或不足5km)抽检1根,但对防护层、保温层、防护管也分别规定了相应检测项目。
1、在使用“管中管”工艺生产时,如果同一原料、配方,工艺生产,则同一规格保温管为一批次,5千米产品要求抽查一根,如果生产不足5千米的情况下也要进行抽查;在使用“一步法”工艺时,连续生产5千米产品要求抽查一根,如果生产不足5千米的情况下也要进行抽查。检查过程中,防护层和保温层性能抽查不合格,要再次复检,如果还不合格,那么以整批产品不合格进行处理。
2、“管中管”工艺中,使用的防护管要求测试拉伸强度、密度、断回缩及率裂伸长率等指标,性能要求符合相应规定。“一步法”工艺中,其防护层应测试拉伸强度、密度、断裂伸长率和维卡软化点等指标,性能要符合相应规定的要求。
3、在保温层测试中,吸水率、表观密度、导热系数和抗压强度等指标要符合其技术规定的相应要求。
4、新产品试制、定型、鉴定和老产品转产时;在正式投产后,如果材料、结构、工艺等方面有很大变化时;恢复正常生产时(产品停产超过一年),;出厂检验结果与上次型式检验有较大差异时;质量监督部门要求对该产品进行型式检验时;生产正常后,两年以上或者总产量超过300千米时。当出现上述任一情况时,都要求进行型式检验。