不锈钢弯头不会产生侵蚀、点蚀、锈蚀或磨损。不锈钢仍是建筑用金属材料中的材料之一。因为不锈钢具有良好的耐侵蚀性,所以它能使结构部件地保持工程设计的完整性。含铬不锈钢弯头还集机械强度和高延伸性于一身,易于部件的加工制造,可知足建筑师和结构设计职员的需要。所有金属都和大气中的氧气进行反应,在表面形成氧化膜。不幸的是,在普通碳钢上形成的氧化铁继承进行氧化,使锈蚀不断扩大,形成孔洞。可以利用油漆或耐氧化的金属(例如,锌,镍和铬)进行电镀来碳钢表面,但是,正如人们所知道的那样,这种保护仅是一种薄膜。另外,推头后一般都是前端外径大,要通过模进行。整模实际上是一个压力机,要有一套模具,两个半圆弧,上下各一个。后的外径就达到了成品的尺寸要求了。壁厚就以来料的壁厚进行控制。弯头和管子的壁厚公差都是相同的,均为±12.5%。除铬外,常用的合金元素还有镍、钼、钛、铌、铜、氮等,以知足各种用途对不锈钢弯头组织和机能的要求。
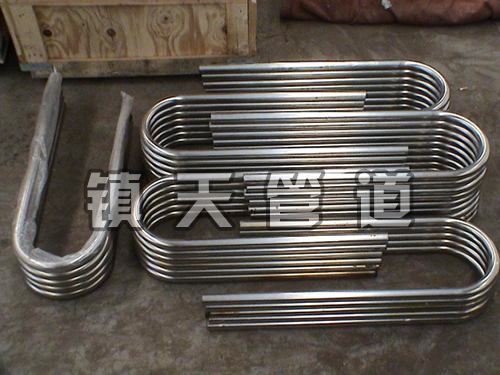
不锈钢弯头耐空气、蒸汽、水等弱腐蚀介质和酸、碱、盐等化学浸蚀性介质腐蚀的钢。又称不锈耐酸钢。实际应用中,常将耐弱腐蚀介质腐蚀的钢称为不锈钢弯头,而将耐化学介质腐蚀的钢称为耐酸钢。由于两者在化学成分上的差异,前者不耐化学介质腐蚀,而后者则一般均具有不锈性。含铬不锈钢弯头还集机械强度和高延伸性于一身,易于部件的加工制造,可满足建筑师和结构设计人员的需要。所有金属都和大气中的氧气进行反应,在表面形成氧化膜。不幸的是,在普通碳钢上形成的氧化铁继续进行氧化,使锈蚀不断扩大,终形成孔洞。可以利用油漆或耐氧化的金属(例如,锌,镍和铬)进行电镀来碳钢表面,但是,正如人们所知道的那样,这种保护仅是一种薄膜。不锈钢弯头的耐蚀性取决于钢中所含的合金元素。铬是使不锈钢弯头获得耐蚀性的基本元素,当钢中含铬量达到1.2%左右时,铬与侵蚀介质中的氧作用,在钢表面形成一层很薄的氧化膜(自钝化膜),可阻止钢的基体进一步侵蚀。弯头管件具有不同的生产工艺和流程,在加工中需要根据的情况进行生产和加工,不同性质的弯头管件在加工中需要注意一些事项。以合金弯头为倒,若做长半径合金弯头,先要要先选定钢管的规格,提出管料,选用有质量的钢管进行生产。弯头具有的扩径率,通过理论计算,一般扩径率在33%-35%之间,倒推回去。短半径219mm的一般的扩径率为50%。选好原料后,按合金弯头规格下料,再考虑曲率半径,比如,90°的弯头,通过其曲率可以算出下多长料可加工出90°的弯头。通过理论计算可算出,然后以该长度为定尺进行切断。后把料进行热推制。因为有的弯头处理不当后,就会扭曲,这是不允许的。
不锈钢弯头生产技术:
1、不锈钢弯头的生产是有压力机,底座模具,上压模具,和填充模具等几个设备的共同作用下才可以生产的,压力机的选择是压力要大于弯头变形的力道,上压模具和底座模具的的设计,由于原来的工艺很是后,模具也是很不,模具的长度要大于弯头的长度冲压弯头的加工余量,填充模具的设计为重要了现在都是数控车床做的模具一个厚度一个型号一条模具弯头在冲压的时候口径和外观的美观但是原来这个问题是不好解决的,原来的不锈钢弯头就是一个口径一个模具,不分厚度那样做出来的弯头的口径是很不好的,现在的不锈钢弯头的生产只是针对厚壁和合金为主了不以碳钢为主打了。
2、加热的温度也是不锈钢弯头的生产的重要因素,原来的生产都是靠肉眼观看差不多了烧红了直接拉出来压制,但是人的肉眼有时候很不好把握温度,温度尤其是高了的话弯头不仅在炉内会掉落很多的氧化皮子而且厚度也会降低导致弯头的卖相不好再者便是温度越高弯头越软加工的时候稍微有点压力就变形了弯头的外形也不好控制。温度稍微低点没事就是加大压力的事情。
3、便是后期,不锈钢弯头经过压制,大概的样子已经出来,还需要盘口,车口修磨等等环节这就是个细活了,不锈钢弯头的外观取决于此。
不锈钢弯头使用注意事项:
1、焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮容易开裂剥落),防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。
2、为防止由于加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。
3、不锈钢弯头,为耐蚀性能及焊接性而适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较不锈钢弯头好一些。采用同类型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢焊条。
4、不锈钢弯头药皮有钛钙型和低氢型。钛钙型可用于交直流,但交流焊时熔深较浅,同时容易发红,故尽可能采用直流电源。
5、不锈钢弯头焊接时,受到重复加热析出碳化物,降低性和力学性能。
6、不锈钢弯头焊条具有良好性和性,广泛应用于化工、化肥、石油、机械制造。
7、不锈钢弯头具有的耐蚀(氧化性酸、酸、气蚀)、耐热和性能。通常用于电站、化工、石油等设备材料。不锈钢弯头焊接性较差,应注意焊接工艺、热处理条件及选用合适电焊条。
8、不锈钢弯头焊后硬化性较大,容易产生裂纹。若采用同类型的不锈钢弯头焊接,进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用不锈钢弯头焊条。
不锈钢弯头的日常维护:
1、长期存放的不锈钢弯头,应作按期检查,常常对外露的加工表面须保持清洁,污垢,整洁地存放在室内透风干燥的地方,严禁堆置或露天存放。常常保持不锈钢弯头的干燥和透风,保持器的清洁和整洁,按照准确的存放方法存放。
2、不锈钢弯头的球阀,截止阀,闸阀使用时,只作全开或全闭,不答应做调节流量用,以免密封面受冲蚀,加速磨损。
3、不锈钢弯头安装时,可将不锈钢弯头按连接方式直接装置在管路上,按照使用的位置进行安装。一般情况下,可安装在管路任意位置上,但需便于操纵的检验,留意截止不锈钢弯头介质流向应是纵阀瓣下面往,不锈钢弯头只能水平安装。不锈钢弯头在安装时要留意密封性,防止泛起泄漏现象,影响管道的正常运行。