对冲压弯头各部件的切削具备经济性,在对技术改进的探索中,公司特别注重于对耐化学药剂和的冲压弯头袋的铣削。冲压弯头进行刨铣时影响经济性的决定性因素是冲压弯头的铣削效率与服务时间之间的折中做法。在次试验中,钢袋接受十五次湿式进刀,然后再接受十次干式铣削。其间在较长时间的运行之后会产生刀瘤和轻微的自由面磨损,因此在将来应对所有钢袋进行湿式加工。然后使用直径为81毫米、带有六个刀片的仿形铣刀。在相同的切削数值下,对冲压弯头袋上方的平面进行16.7分的干式铣削,与竞争对手的圆盘刀具相比,这种冲压弯头的使用寿命明显提高。
冲压弯头的用途:
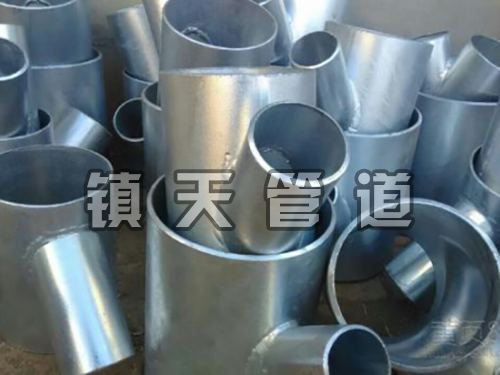
1、冲压弯头适用于石油、气、化工、水电、建筑和锅炉等行业的管路系。不需管坯作原料,可节约制管设备及模具费用,且可任意大直径而壁厚相对较薄的碳钢弯头。
2、可以缩短制造周期,生产成本降低。因不需要任何设备,尤其适合于现场加工大型碳钢弯头。坯料为平板或可展曲面,因而下料简单,精度容易,组装焊接方便。
冲压弯头生产的技术:
1、冲压弯头的生产是有压力机,底座模具,上压模具,和填充模具等几个设备的共同作用下才可以生产的,压力机的选择是压力要大于弯头变形的力道,上压模具和底座模具的的设计,由于原来的工艺很是后,模具也是很不,模具的长度要大于弯头的长度冲压弯头的加工余量,填充模具的设计为重要了现在都是数控车床做的模具一个厚度一个型号一条模具弯头在冲压的时候口径和外观的美观但是原来这个问题是不好解决的,原来的冲压弯头就是一个口径一个模具,不分厚度那样做出来的弯头的口径是很不好的,现在的冲压弯头的生产只是针对厚壁和合金为主了不以碳钢为主打了。
2、加热的温度也是冲压弯头的生产的重要因素,原来的生产都是靠肉眼观看差不多了烧红了直接拉出来压制,但是人的肉眼有时候很不好把握温度,温度尤其是高了的话弯头不仅在炉内会掉落很多的氧化皮子而且厚度也会降低导致弯头的卖相不好再者便是温度越高弯头越软加工的时候稍微有点压力就变形了了弯头的外形也不好控制。温度稍微低点没事就是加大压力的事情。
3、便是后期,冲压弯头经过压制,大概的样子已经出来,还需要盘口,车口修磨等等环节这就是个细活了,冲压弯头的外观取决于此。
冲压弯头的特点:
一、冲压加工的生产,且操作方便,易于实现机械化与自动化,这是因为冲压是依靠冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟可达几十次,高速压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能一个冲压件。
二、冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方法,冲压件的成本较低。
三、冲压可加工出尺寸范围较大,形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁,覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。
四、冲压时由于模具了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,具有“一模一样”的特征。
五、不需管坯作原料,可节约制管设备及模具费用,且可任意大直径而壁厚相对较薄的冲压弯头。
六、坯料为平板或可展曲面,因而下料简单,精度容易,组装焊接方便。
七、冲压弯头适用于石油、气、化工、水电、建筑和锅炉等行业的管路系。