冲压弯头采用与管材相同材质的板材用冲压模具冲压成半块环形弯头,然后将两块半环弯头进行组对焊接成形。由于各类管道的焊接标准不同,通常是按组对点焊固定半成品出厂,现场施工根据管道焊缝等级进行焊接,因此,也称为两半焊接弯头。冲压弯头的材料需要一些的原料进行生产,这些原料要进行严格的选择和控制,原料要选择合适,否则生产的冲压弯头就不会有。
冲压弯头冲压材料种类繁多,用途应用广泛,正在形成一个规模宏大的高技术产业群,有着广阔的市场前景和为重要的战略意义。冲压材料按照不同的分类标准进行分类可以分为不同的种类,按使用性能分,可分为微电子材料、光电子材料、传感器材料、信息材料、生物医用材料、生态环境材料、能源材料和机敏(智能)材料,这些冲压材料具有不同的使用性能,在不同的和行业中展现良好的使用价值。
冲压弯头的耐压性能很好。但由于各方面的因素,地板采暖管的的实际壁厚通常为而在这个壁厚下各类管材均能满足地板采暖的要求,国标冲压弯头管耐压优点体现不出来;导热性:用于地板采暖的管材需要有好的导热性、低温耐热冲击性的耐低温冲击性能比较好。不需管坯作原料,可节约制管设备及模具费用,且可任意大直径而壁厚相对较薄的弯头。
对冲压弯头各部件的切削具备经济性,在对技术改进的探索中,特别注重于对耐化学药剂和的冲压弯头袋的铣削。冲压弯头进行刨铣时影响经济性的决定性因素是冲压弯头的铣削效率与服务时间之间的折中做法。在初次试验中,钢袋接受十五次湿式进刀,然后再接受十次干式铣削。其间在较长时间的运行之后会产生刀瘤和轻微的自由面磨损,因此在将来应对所有钢袋进行湿式加工。
冲压弯头材进行刨铣时,铣削效率与服务时间之间的折中做法是影响经济性的决定性因素。在初次试验中,钢袋接受十五次湿式进刀,然后再接受十次干式铣削。其间在较长时间的运行之后会产生刀瘤和轻微的自由面磨损,因此在将来应对所有钢袋进行湿式加工。然后使用直径为81毫米、带有六个刀片的仿形铣刀。在相同的切削数值下,对冲压弯头袋上方的平面进行16.7分的干式铣削,与竞争对手的圆盘刀具相比,这种冲压弯头的使用寿命明显提高。
冲压弯头清理过程:
1、用水冲并且清理:把专门纯化水放进去,开启的水泵,同时开启排水阀向外排出,一直持续到每一个出口点水的电阻率大小值和罐里面的水的电阻率保持一样的,排放时间多少较好达到30分钟以上。
2、钝化:
1)使用纯化水与化学纯的硝酸匹配8%的酸液,在49~52℃工作温度条件之下循环60分钟之后排放出来。
2)换言之使用3%氢氟酸(体积大小)、20%硝酸(体积分数)、77%纯化水由人员匹配溶液,溶液保持的温度控制在25~35℃之间,反复循环处理10~20分钟左右。接着就排出来。
3、开始的冲洗:使用平时温度状态下的纯化水冲洗,时间不低过5分钟。
4、到了然后一步冲洗:接着就使用冲洗,直到进、出口纯化水的电阻率始终报纸一样。
5、冲压弯头纯蒸汽:把非常干净的蒸汽向这个不锈钢管道控制,让任何一个器件与点面都可以受到清理15分钟以上。
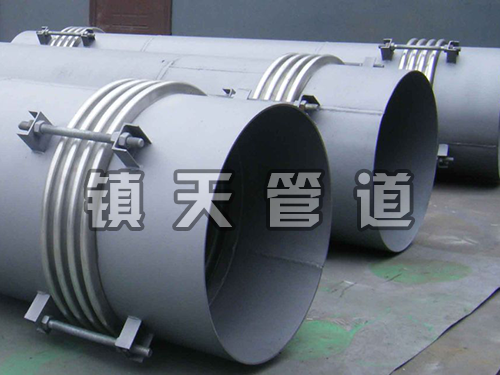
冲压弯头是较早应用于批量生产无缝弯头的成形工艺。目前,在常用规格的弯头生产中已被热推制法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄,冲压弯头成形的方法仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。与热推制工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。