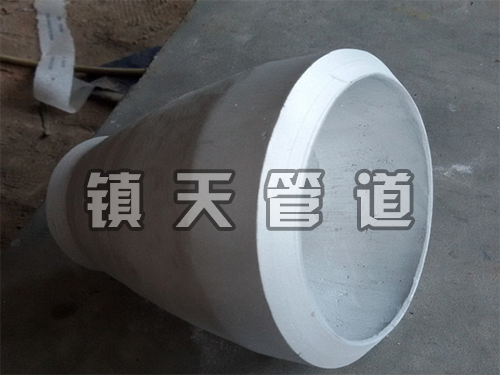
目前的冲压弯头的生产基本都是合金或者厚壁的为主,推制弯头早就取代了冲压弯头,但是很多高压的合金的弯头还是一直延续冲压的工艺,冲压弯头由于材质的性硬度大和合金的要求,都进行热处理。冲压弯头的原料不但具有合格的蠕变破变曲线,而且它的管材价格适中,施工相对于其它品种是产品来说方便、,连接形式属于现阶段较的本位互熔热熔连接的形式,管件部位孔径大小要大于相同规格管材的内径,在系统中由于受到没有局部缩径的机械连接方式,所以系统流体阻力也就相对较小。
1、低温耐热冲击性:PE--RT和PEX产品的耐低温冲击性能比较好。在冬季施工时管材不易受到冲击而破裂,从而增加了施工安排的灵活性。
2、环保性:PE-RT可以回收利用,不污染环境。而PEX不能回收会产生二次污染。
3、长期耐压性能,只从设计应力上讲,冲压弯头的耐压性能较佳。但由于各方面的因素影响,地板采暖管的的实际壁厚通常只为2mm。而在这个壁厚下各种管材均能满足地板采暖的要求,冲压弯头管的耐压优势也就很容易体现不出来。
此外,对于冲压弯头整理,冲压弯头的钝化工艺可分为湿法和干法两种。具体又可分为很多种类型。冲压弯头的钝化效果既取决于钝化工艺,也取决于冲压弯头材料的本身,具体的影响因素有冲压弯头所含的元素、不锈钢金相结构、不锈钢的加工状态等。在组成元素中,铬、镍属于钝化性强的元素,铁的钝化性次之,因此,铬、镍的含量越高,不锈钢的钝化性越强。奥氏体、铁素体型冲压弯头具有较均匀的组织,可钝化性较好,马氏体型不锈钢经过热处理,其金相组织为多相组织,因而钝化性不强。
冲压弯头经机械加工后的光洁表面的钝化性较好,铸造、喷砂等所得工件表面粗燥,不利于钝化。冲压弯头的处理就是利用固态金属相变规律,采用加热、保温、冷却的方法,并控制金属所需组织与性能(物理、化学及力学性能等)的技术。而对于冲压弯头的热处理无非就是达到要求的硬度或者抗拉强度或者抗屈服度等技术要求,正火,就是加热的处理,目前的正火处理包括电加热炉,燃煤加热或者是燃油加热,这也是较为常见的热处理方式,要求不是严格的冲压弯头都是需要经过这道手续的,即使冲压弯头是热成型的,但是正火所需要的温度和时间一般不是很长,要求达到客户压制的可塑性就可以了,但是为了达到原材料所原有的硬度等指标就再重新进行热处理。
回火,把冲压弯头加热到的温度并且持续一段时间之后放置在空气中使其慢慢冷却的过程建成回火,这种工艺就是使其组织内部结合 为紧密。淬火,把冲压弯头加热到指定的温度之后放进油,或者是水,或者特定的介质中使其冷却的过程简称淬火。这种不同的工艺也是根据材质的不同来决定的。目前行业内厂家通常会对冲压弯头的生产和检验都有严格的质量控制,客户要求的材质硬度等等各项指标均达到国标要求。