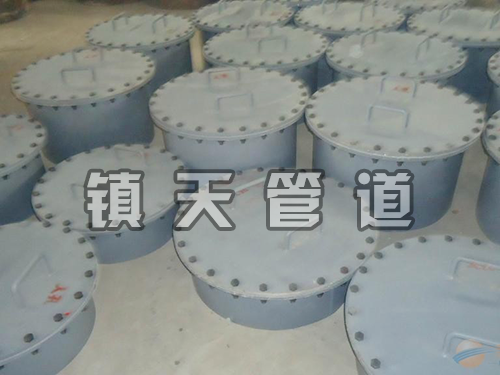
碳钢弯头耐空气、蒸汽、水等弱侵蚀介质和酸、碱、盐等化学浸蚀性介质侵蚀的钢。又称不锈耐酸钢。实际应用中,常将耐弱侵蚀介质侵蚀的钢称为弯头,而将耐化学介质侵蚀的钢称为耐酸钢。因为两者在化学成分上的差异,前者不耐化学介质侵蚀,而后者则一般均具有不锈性。含铬不锈钢冲压弯头还集机械强度和高延伸性于一身,易于部件的加工制造,可知足建筑师和结构设计职员的需要。碳钢弯头的耐蚀性取决于钢中所含的合金元素。
碳钢弯头成型技术基本工艺过程是: 先焊接一个横截面为多边形的多棱环壳或两端封闭的多棱扇形壳,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐变成圆, 终成为一个圆形环壳。根据需要,一个圆形环壳可以切割成4个90°弯头或6个60°弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1.5的任何规格大型弯头,是目前制造大型承压弯头的理想方法。
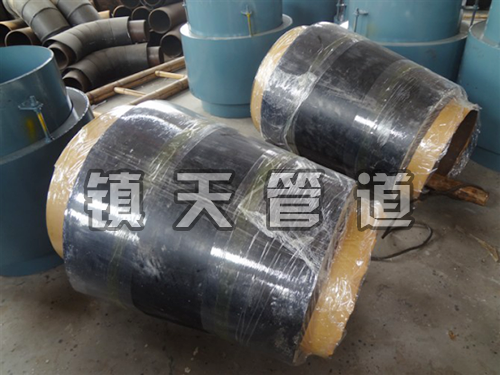
碳钢弯头在生产中常见的焊接方式有:全自动焊接大口径、厚壁(大于21mm)管线经常采用U型坡口或复合型坡口,由于U型坡口、复合坡口加工耗时、耗力制约管道焊接效率。V形坡口加工简单,省时、省力,但大口径、厚壁管线V型坡口全自动焊接时,如焊接工艺参数选择不当,将导致焊接缺陷产生。
为了良好的盖面成型效果,盖面焊在选择较小的焊接速度的同时尽量减小焊枪摆动频率,使的盖面焊缝薄而宽,从而减小了熔池存在时间,达到了减少仰焊位置余高的目的。根据试焊结果及分析 后确定西气东输二线联络线STT根焊+CRC全自动焊填充、盖面工艺参数。依据表3焊接参数焊接,碳钢弯头焊缝经检测无气孔、裂纹、未熔合等缺陷,焊缝表面成型情况。焊缝机械性能经过中国石油气管道院焊接技术检测,各项指标符合西气东输二线联络线接施工要求。STT根焊+CRC-P260自动焊接在大口径、厚壁(V型坡口)管道上的成功应用,充分体现了自动焊接技术 、 、低劳动强度的特点。
优点主要表现在以下几个方面:
(1)不需管坯作原料,可节约制管设备及模具费用,且可任意大直径而壁厚相对较薄的弯头。
(2)坯料为平板或可展曲面,因而下料简单,精度容易,组装焊接方便。
(3)由于上述二条原因,可以缩短制造周期,生产成本降低。因不需要任何设备,尤其适合于现场加工大型弯头。