厚壁冲压弯头加热温度的确定原则是材质奥氏体化温度以上,且推制时弯头内壁主压应力小于材料在此温度下的限度。材质奥氏体化温度越高加热温度越高;材质高温屈服限越高加热温度越高。测温方式为固定式远红外测温仪和手动式远红外测温仪相结合,由感应圈形状及感应圈与芯棒头相对位置直接控制。感应圈形状是主要因素,感应圈与芯棒头相对位置是次要因素。加热温度高冲压弯头壁厚增大推进速度对推制弯头几何形状的影响推进速度作为一个重要的工艺参数,由液压系统流量(单位:立方米每秒)调节直接控制弯头外壁伸长率小于材料在此温度下的大伸长率。
厚壁冲压弯头以连接管件为主,在弯头管件中的发展区域能够担当重任,冲压弯头制造具有灵活性,在某些特别规格,特别材质,特别数量上,只有冲压弯头能达到不同客户的要求。
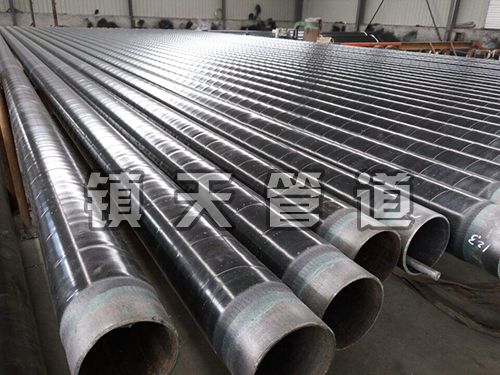
厚壁冲压弯头采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。
厚壁冲压弯头适用于石油、燃气、化工、水电、建筑和锅炉等行业的管路系,冲压弯头之所以被大量的使用在各行各业,其优点也被大家普遍的认同,大家分享一下冲压弯头的特点。
由于冲压弯头管材具有内壁光滑、热媒流动阻力小,、使用寿命不错,安装方便等优点。近几年来被供暖系统中普遍的应用,国标冲压弯头做为新一代的采暖用管材正逐步成为采暖市场的主流产品优点;能承受强烈冲击的优点;光滑的表面;半长期性的使用寿命中韩认证使用寿命在高温、低温下突出的柔软性热熔接以及可循环利用用做自来水管道时可达到卫生的要求环保性国标冲压弯头采用特别的分子设计和合成工艺生产的聚乙烯管。
由于各方面的因素,地板采暖管的的实际壁厚通常为而在这个壁厚下各类管材均能达到地板采暖的要求,国标冲压弯头管不怕压优点体现不出来;导热性:用于地板采暖的管材需要有好的导热性、低温不怕热冲击性的不怕低温冲击性能比好。冬季施工时管材不易受到冲击而破裂,增加了施工安排的灵活性环保性可以回收利用,不污染环境。
1、冲压弯头生产制造的速率比较不错,而且操作简单,易于实现机械化与自动化。因为冲压是依靠冲压模具和冲压设备来完成加工生产,普通压力机的行程次数大约是每分钟几十次,压力要每分钟可达数百次甚至千次以上,每次冲压行程就可能得一个冲件。
2、冲压弯头碎屑料较少,因此原材料浪费的少,并且不需其它加热设备,因而是一种省料,节能的加工方法。
3、冲压弯头可加工的尺寸范围小。
4、冲压弯头由于头冲压时材料的冷变形硬化效应,冲压的强度和刚度均较不错。
5、冲压弯头由于模具确定了冲压弯头的尺寸与形状精度。
厚壁冲压弯头与管子相连接的时候,要注意焊接时的夹渣。夹渣的意思就是说在非金属夹渣物。而有这个现象出现的主要的原因就是说或者是管子,或者是冲压弯头的产品上面的坡口加工不正确,就是角度太小了,这是一个原因,还有一个原因就是焊接时的电流太小了,熔渣的黏度太大这样的一些问题的。
由于黏度太大了,所以造成了熔渣浮不到表面,从而引起了夹渣的现象。再有就是气焊的时候焊炬火焰的能率不太够,在焊接冲压弯头和管道的时候工件的清理的工作没有做好,采用氧化焰,或者说是在摆动幅度过小没有及时把熔渣拔出等,全是引起焊接夹渣的。焊条上面的皮子块状脱落了之后,没有被充足的熔化。多层有多道的焊缝儿,也是原因之一。
焊接时如果出现了夹渣的现象,就会再现了焊接完成了之后,压力实验或者说是在使用的过程之中会有漏水或者漏气的现象发生的,所以说改成要在焊接冲压弯头避免此类的现象。