不锈钢弯头材进行刨铣时,铣削速率与服务时间之间的折中做法是影响经济性的决定性因素。在一次试验中,钢袋接受十五次湿式进刀,然后再接受十次干式铣削。其间在较长时间的运行之后会产生刀瘤和轻微的自由面磨损,因此在将来应对所有钢袋进行湿式加工。然后使用直径为81毫米、带有六个刀片的仿形铣刀。在相同的切削数值下,对不锈钢冲压弯头袋上方的平面进行16.7分的干式铣削,与竞争对手的圆盘刀具相比,这种不锈钢冲压弯头的使用寿命明显提升。
不锈钢弯头的主要类型有哪些?下面,为您详细讲讲:
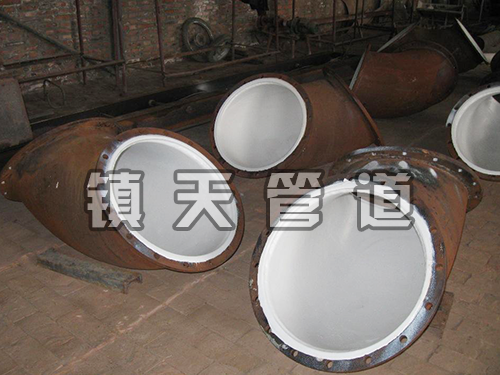
一、带凸缘和圆缘的管件,前者指管子端部向内侧或外侧凸,后者指在管的圆周方向形成隆起的或凹槽的管件;
二、不锈钢弯头变壁厚的管件,指沿管子长度方向使壁厚发生变化;
三、不锈钢弯头弯曲管件,我们接触比多的,就是将直管变为不同曲率半径的弯管,如弯头、弯管等等;
四、不锈钢弯头变直径管件,指管端或管上某一部分直径减小;
五、带卷边和封底类的管件,增加管端总强度向管的外侧或内侧卷边或将管件端部封住的管件;
六、改变断面的管件,根据要求,将圆形断面变为方形、椭圆形、多边形等等。
不锈钢弯头的加工方法也有良多种。良多还属于机械加工类的范畴,用的多的是冲压法、锻压法、滚轮加工法、滚轧法、鼓胀法、拉伸法、弯曲法、和组合加工法。管件加工是机加工和金属压力加工的结合。锻压法:用型锻机将管子端部或一部门予以冲伸,使外径减少,常用型锻机有旋转式、连杆式、滚轮式。冲压法:在不锈钢弯头用带锥度的芯子将管端扩到要求的尺寸和外形。滚轮法:在不锈钢冲压弯头管内放置芯子,外周用滚轮推压,用于圆缘加工。
不锈钢弯头的制作方法热推成形。热推弯头成形工艺是采用用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而壁厚均匀的弯头。
不锈钢弯头用途普遍。普通的青铜材质的不锈钢弯头在一般自来水管道中较为常见,但随着生活水平的提升,很多自来水管道都改用不锈钢弯头。锰钢材质的不锈钢弯头由于锰钢具有承受冲击、挤压、物料磨损等的优良性能,通常被使用在混凝土输送管道,泥浆输送管道等磨损消耗比较严重的管道中。而高锰钢不锈钢弯头则被使用在流体流动比较激烈,冲击比较不错的管道中;镍钢材质的不锈钢弯头通常被用在氧化酸(硝酸、硫酸)等的常温输送管道中,但在还原酸(盐酸、稀硫酸等)的输送管道中则会被严重腐蚀,除非盐酸的浓度很低;马氏体不锈钢弯头在650℃以下有较不错的高温强度、防化学反应性和不怕水汽腐蚀的能力,但焊接性较差。因此,常被用在高温水蒸气输送管道、水煤气管道中。