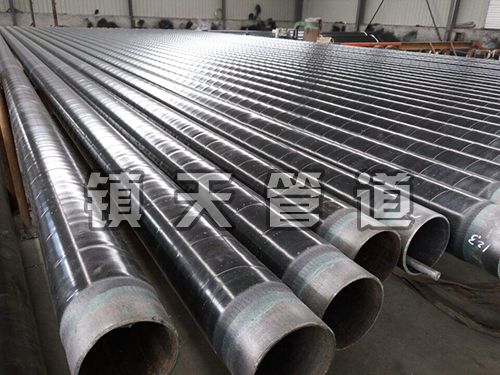
厚壁冲压弯头的加工是借助于常规或用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三要素。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。冲压所使用的模具称为冲压模具,简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的用工具。冲模在冲压中重要,没有符合要求的冲模,批量冲压生产就难以进行;没有的冲模,的冲压工艺就无法实现。冲压工艺与模具,冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。随着世界经济的不时发展。目标面向环球的建筑业及船舶业等相关行业。
厚壁冲压弯头适用于石油、气、化工、水电、建筑和锅炉等行业的管路系,冲压弯头之所以被大量的使用在各行各业,其优点也被大家普遍的认同,大家分享一下冲压弯头的特点。
1、厚壁冲压弯头生产制造的速率比较不错,而且操作简单,易于实现机械化与自动化。因为冲压是依靠冲压模具和冲压设备来完成加工生产,普通压力机的行程次数大约是每分钟几十次,压力要每分钟可达数百次甚至千次以上,每次冲压行程就可能一个冲件。(通常情况下每分钟达不到理论行程)
2、厚壁冲压弯头碎屑料较少,因此原材料浪费的少,并且不需其它加热设备,因而是一种省料,节能的加工方法。
3、厚壁冲压弯头可加工的尺寸范围小
4、厚壁冲压弯头由于头冲压时材料的冷变形硬化效应,冲压的强度和刚度均较不错。
5、厚壁冲压弯头由于模具了冲压弯头的尺寸与形状精度。
厚壁冲压一般没有切屑碎料生成,资料的耗费较少,且不需其它加热设备,因而是一种省料,节能的加工办法,冲压件的本钱较低。冲压时因为模具了冲压件的尺度与形状精度,且一般不损坏冲压件的表面质量,而模具的寿数一般较长,所以冲压的质量安稳,互换性好,具有"如出一辙"的特征。
厚壁冲压可加工出尺度规模大,形状较杂乱的零件,如小到挂钟的秒表,大到轿车纵梁,掩盖件等,加上冲压时资料的冷变形硬化效应,冲压的强度和刚度均较不错。冲压弯头的成型工艺进程是杂乱的,需求依据不同的原料和用处进行焊接,在的压力下进行逐步成形。
厚壁冲压弯头的成型需求依照的工序进行,严格遵守相应的流程进程,不然出产出的冲压弯头就会发生质量问题。依据需求,一个圆形环壳能够切割成4个90°弯头或6个60°弯头或其它标准的弯头。
该工艺适用于制造弯头中径与弯头内径比大于1。5D的任意标准大型推制弯头,是制造大型推制弯头的抱负办法。这种工艺成型办法使用在不同弯头的出产中,在不同的区域中展示杰出的使用价值,使工艺在不同的弯头制造中具有杰出的价值表现。