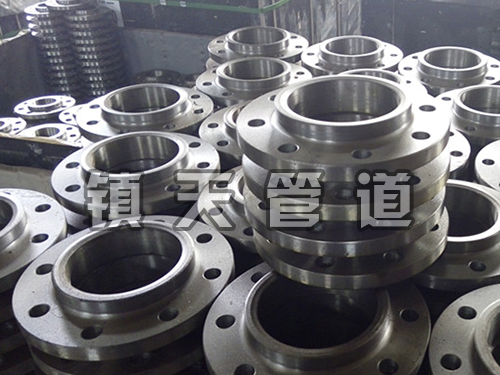
厚壁冲压弯头是一类优良的弯头,在不样区域和行业取得了普遍的采用和宣传,合金厚壁冲压弯头由与管件材料一样的冲模成形而成,随后将几个半圆弯头批量焊接,合金厚壁冲压弯头的焊接需用依照相应的工艺开展生产和加工,鉴于不同管路的焊接标准不一样,通常为按组固定的半制品,当场施工按管路的焊接级别开展焊接,故又称两段合金厚壁冲压弯头合金厚壁冲压弯头制作是运用过去的或特别的冲压设备,使钣金件在模貝中直接的受弯曲力和弯曲的影响,以取得相应样式、规格和特性的产品部件加工工艺。在加工过程中需用重视的事项,钣金件、模具和设备是冲压工艺的几大因素,在生产中应留意优良的采用与配合。冲压是一类金属的冷弯曲加工方式,故称之为冷冲压或钣金件冲压,简称为冲压加工。合金厚壁冲压弯头主要用于不一样区域和行业,采用时需要依照相应的标准生产和采用,下列阐述合金厚壁冲压弯头的常见问题和方式,采用时要严苛留意,确定合金厚壁冲压弯头的品质和特性,使其具有优良的使用期限,合金厚壁冲压弯头加工中的灭一个步骤还是要多细心,才可以得一个优良的合金厚壁冲压弯头
厚壁冲压弯头使用范畴比较普遍,在各个方面和行业之中都会有使用。合金厚壁冲压弯头由与管材一样的模具生成,切分电焊俩个半圆弯头。鉴于各管线的焊接工艺不一样,通常是按组固定的半制品。这样的弯头的结构通常是依据生产流水线的电焊水平来开展决策的,因此这样的弯头也称之为半压机弯头。
在合金厚壁冲压弯头的过程中要留意生产工艺,加工中应留意的事优良生产技术,钣金件、模具、设备是冲压环节的三个基本要素。在生产的环节之中,改成要留意这几个因素的相互配合,如此才可以防止一些意外情况的出现。冲压这样的工艺本身是金属冷弯的加工方法,这样的工艺也称之为冷压、钣金件冲压。
厚壁冲压弯头是因为本身的特性,因此适宜不一样的区域,在使用的过程中改成要搞清楚合金厚壁冲压弯头的特性,如此才可以的使用在各个方面之中。自然在生产的过程中也需要严格遵循不一样的生产标准。
冲压可加工出尺寸范围大,形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁,覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较不错与热推工艺相比,冲压成形的外观质量不如前者;合金厚壁冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故合金厚壁冲压弯头工艺多用于小批量,厚壁弯头的制造什么东西没有技术的愈新是不是得发展的,不管是什么行业都是如此。除铬外,常用的合金元素还有镍、钼、钛、铌、铜、氮等,以达到各种用处对合金厚壁冲压弯头安排和功能的需求。
厚壁冲压弯头的的塑性加工往往易产生下述质量缺陷,特别是在管材的弯曲加工时尤为明显。
1、壁厚变薄、起皱如弯曲变形区外侧会产生壁厚变薄。变薄量大的部位在大变形处,当变薄过度时导致管件破裂。从变形力学的角度看,属塑性环向拉应力过大的问题。如弯曲变形区内侧会产生壁厚增加。若变形程度过大,则内侧管壁失稳增厚,严重时会起皱。因此,失稳不只是在拉应力作用下才会出现,在压应力作用下,同样存在失稳问题。此类质量缺陷发生在壁厚大的管件弯曲。
2、截面形状畸变在管材弯曲过程中,若不采取需要的措施(如在管内填充料或放置芯棒支撑等),弯曲后的管件横截面在没有内部支撑时容易变为椭圆形。
因此,为选用正确的工艺方法及采取需要的工艺措施,防止上述缺陷的产生是重要的。生产实践表明,去掉或大限度地减少质量缺陷,以达到管件的使用要求,是管材塑性加工的工艺关键。