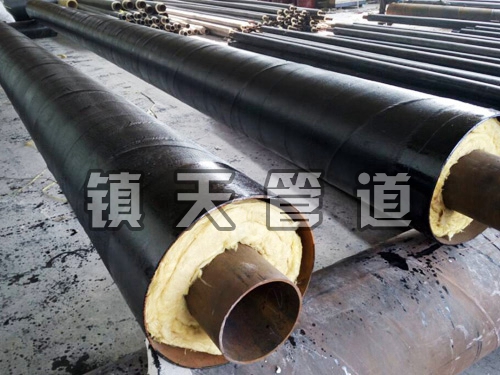
厚壁冲压弯头成形是较早应用于批量生产弯头的成形工艺,目前,在常用规格的无缝保温弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或产品有特别要求时仍在使用。厚壁冲压弯头的成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。厚壁冲压弯头焊后硬化性大,容易产生裂纹,在焊接时选用不同的焊条进行焊接,确定焊接的厚壁冲压弯头的质量。若采用同类型的铬厚壁冲压弯头焊条焊接,需要进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍厚壁冲压弯头。不同种类的焊条在使用中具有不同的性能和特点,在使用中按照相应的需要选用,确定焊接的厚壁冲压弯头的质量。为改进厚壁冲压弯头不怕蚀性能及焊接性,在生产时适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较铬厚壁冲压弯头好一些。采用同类型的铬厚壁冲压弯头时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍厚壁冲压弯头。厚壁冲压弯头具有良好不易腐蚀性和防化学反应性,良好的特点促使其在不同的区域中使用和推广,普遍应用于化工、化肥、石油、机械制造。
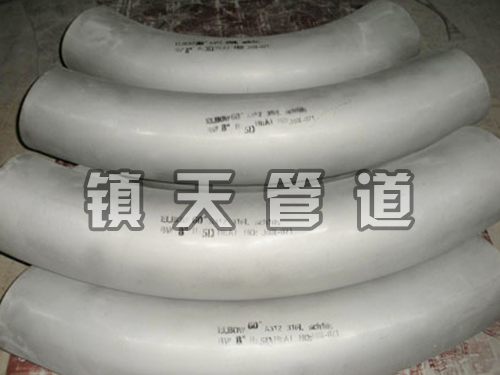
冲压弯头的低温焊接方法:
1、低温的WE88C焊丝配合WE88C-F的焊剂焊接。
这个时候根据被焊母材的结构和焊接要求来选用适当的焊接工具,比如没有特别要求的,粘上就行的就可以用烙铁焊接,因为不锈钢的导热率低不比铜或者铝,所以稍微大一些的也没有关系,这个以前有利用WE88C的焊丝配合WE88C-F的焊剂焊接过的,并且有这个电烙铁焊接不锈钢视频,如果说焊接结构有一点的强度要求可以用火焰加热方式,加热工具用WE53液化气多孔喷枪,单烧液化气燃烧,不要配氧气。
2、可以用高银的VOD203焊丝焊接,这个焊接的流动性比好,缺点就是平均成本高,这种也是运用多的,这种焊接不锈钢的时候需要辅助VOD201-F的助焊膏焊接。
3、采用可以替代高银焊丝焊接的WE46特别钎料冲压弯头焊接。
厚壁冲压弯头焊后硬化性大,容易产生裂纹。若采用同类型的厚壁冲压弯头焊接,需要进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用厚壁冲压弯头焊条。厚壁冲压弯头皮有钛钙型和低氢型。钛钙型可用于交直流,但交流焊时熔深较浅,同时容易发红,故尽可能采用直流电源。厚壁冲压弯头焊接时,受到重复加热析出碳化物,降低不易腐蚀性和力学性能。为防止由于加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。
为防止厚壁冲压弯头因为加热而产生睛间侵蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。厚壁冲压弯头焊后硬化性大,轻易产生裂纹。若采用同类型的厚壁冲压弯头焊接,需要进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理。则应选用厚壁冲压弯头焊条。厚壁冲压弯头安装简便导热性好适用于地板采暖系统,可回收性。厚壁冲压弯头管件有其优异的抗冲击强度,可热熔焊接和机械连接,优于PB-PP-R的热传导性。长期不怕压性能,仅从设计应力上讲,厚壁冲压弯头管件的不怕压性能较佳。但由于各方面的因素,实际壁厚通常为2mm。而在这个壁厚下各类管材均能达到地板采暖的要求,弯头管件不怕压优点体现不出来;仅从设计应力上讲,弯头管件的不怕压性能佳。