不锈钢冲压弯头的加工方法也有良多种。良多还属于机械加工类的范畴,用的多的是冲压法、锻压法、滚轮加工法、滚轧法、鼓胀法、拉伸法、弯曲法、和组合加工法。管件加工是机加工和金属压力加工的结合。锻压法:用型锻机将管子端部或一部门予以冲伸,使外径减少,常用型锻机有旋转式、连杆式、滚轮式。冲压法:在不锈钢弯头用带锥度的芯子将管端扩到要求的尺寸和外形。滚轮法:在不锈钢冲压弯头管内放置芯子,外周用滚轮推压,用于圆缘加工。
不锈钢冲压弯头的主要类型:
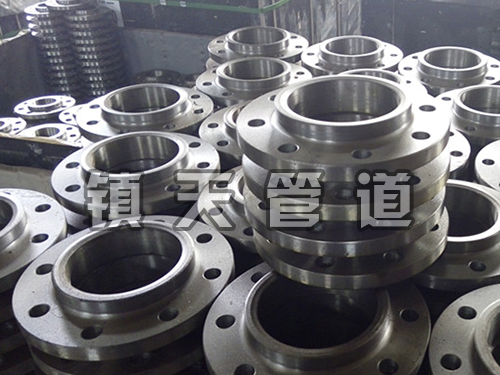
1、带凸缘和圆缘的管件,前者指管子端部向内侧或外侧凸,后者指在管的圆周方向形成隆起的或凹槽的管件;
2、不锈钢弯头变壁厚的管件,指沿管子长度方向使壁厚发生变化;
3、不锈钢弯头弯曲管件,我们接触比较多的,就是将直管变为不同曲率半径的弯管,如弯头、弯管等等;
4、不锈钢弯头变直径管件,指管端或管上某一部分直径减小;
5、带卷边和封底类的管件,增加管端总强度向管的外侧或内侧卷边或将管件端部封住的管件;
6、改变断面的管件,根据要求,将圆形断面变为方形、椭圆形、多边形等等。
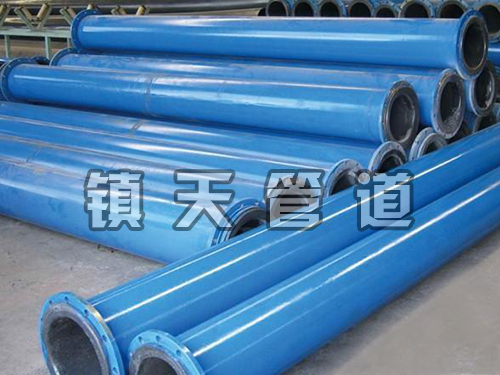
不锈钢冲压弯头是将被模具冲压成半块的环形弯头,再将两个半块的环形弯头焊接在一同而构成的弯头产品,不过各品种型的管道焊接规范是有差别的,所以现场施工的时分关于产品的厚度也有请求。
不锈钢冲压弯头是应用的比拟多的一种管道配件,经过焊接的方式衔接起来,确定管道的没有阻碍,那么,不锈钢冲压弯头的厚度规范是怎样的?
在停止计算的过程之中,通常的核算壁厚的过程之中,通常的对接口推力和推力的能否及格的,当然,管道对接能否配置正确在停止管道的计算冲压弯头的处应当应力增强系数和柔性的系数,当然,从头核算核对时辰。
计算冲压弯头处应力增强系数的管道壁厚,在此经过弯头的重量停止折算壁厚,行将冲压弯头沿着线停止张开的直管,确定张开的直管重量和冲压弯头的重量一概,冲压弯头的为冲压弯头的重量的折算壁厚。
不锈钢冲压弯头的使用注意事项:
1、不锈钢冲压弯头为改良其性能的焊接性而适当增加适量稳定性元素Ti,Nb,Mo等,焊接性不锈钢较好一些。采用同类型的不锈钢焊条时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢焊条。
2、焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮容易开裂剥落),防止焊条药皮粘油及其它赃物,以免致使焊缝增加含碳量和影响焊件质量。
3、为防止由于加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。
4、不锈钢冲压弯头药皮有钛钙和低氢型。钛钙型可用于交直流,但交流焊时熔神较浅,同时容易发红,故尽可能采用直流电源。
5、不锈钢冲压弯头焊接时,收到重复加热析出碳化物,降低耐蚀性和力学性能。
6、不锈钢冲压弯头焊条具有良好耐蚀性,广泛应用于化工,石油,建筑机械设备制造等。