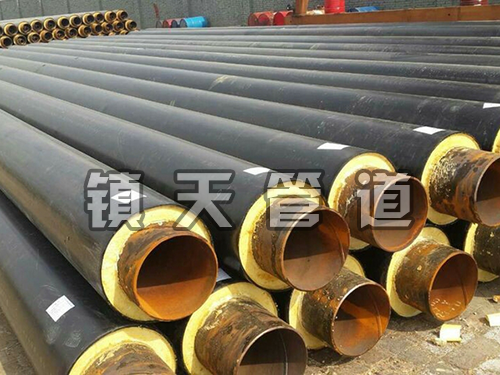
弯头是用于管道转弯处的一种管件。在管道系统所使用的全部管件中,所占比例大,约为80%。通常,对不同材料或壁厚的弯头选择不同的成形工艺。制造厂常用的无缝弯头成形工艺有热推、冲压、挤压等。不锈钢冲压弯头防止腐蚀时,若管道锈蚀较厚,应先用手锤敲击,使锈层脱落。当锈层不厚时,用钢丝刷、钢丝布或粗砂布将外表擦洗至显露管道原色,再用棉纱头擦洗。这种办法只适用于零散、涣散的生锈状况,不适合大面积运用。喷砂除锈是化工管道防止腐蚀中较为的除锈办法。该办法不只能去掉钢管外表的锈层、旧漆层等污垢,并且能在钢管外表形成均匀的小麻点。这样能够添加涂层与金属管道的结合力,进步涂料的防止腐蚀作用和运用寿命,为下一步做好铺垫。埋在地下的不锈钢弯头一般选用化学酸洗,化学酸洗能够除锈和去掉旧涂层。但应留心的是,化学酸洗虽然能清洗不锈钢弯头外表,但其锚固办法较浅,简单形成环境污染。因而,一般不建议进行化学清洗。因而,不锈钢弯头应运而生,它不只不易生锈,并且结实漂亮。
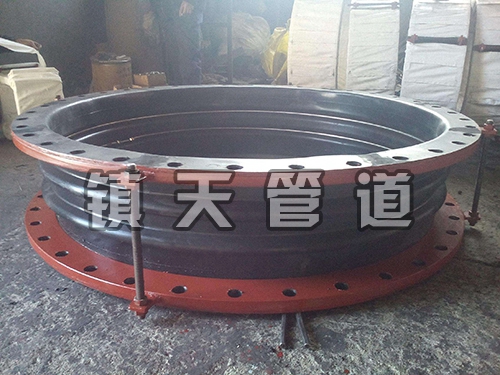
不锈钢弯头管道在实践工程中有着普遍的运用,为了在管路设计中到达运转、经济保送的目的,需要在管网水力计算中尽可能合了解决管道内流体的能量损耗与能量供给之间的矛盾。不锈钢弯头管道型变件部分阻力系数是管道水力计算中极为常用的水力参数。承插式弯头是一种常见的管道衔接件,因其具有衔接简单、省时、省力、装置费用低等优点,在实践管道衔接中得以普遍运用同时其部分阻力较大,对水流影响显著。研讨承插式弯头的部分阻力系数及水力特性对优化管网设计、管道水力计算具有重要意义。而弯头和承插式弯头具有类似性,所以能够作为参考。木文经过实验研讨,同时分离数值模仿,对管道弯头的部分阻力系数及流态变化停止了剖析,剖析了管道弯头的水力特性及能量损失的主要缘由。
产品有特别要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。冷挤压弯头的成形过程是使用用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。热推弯头,成形工艺是采用用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径。通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得以壁厚均匀的弯头。热推弯头成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法。