对焊弯头坯料为平板或可展曲面,因而下料简单,精度容易,组装焊接方便。对焊弯头使用时应保持干燥,钛钙型应经150℃干燥1小时根据需要,一个圆形环壳可以切割成4个90度弯头或6个60度弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1.5的任何规格大型推制弯头,是目前制造大型对焊弯头的理想方法。
对焊弯头的成型需要按照的工序进行,严格遵守相应的流程过程,否则生产出的推制弯头就会产生质量问题。这就是大型推制弯头的工艺成型过程。对焊弯头工艺成型方法使用在不同弯头的生产中,在不同的领域中展现良好的使用价值,使工艺在不同的弯头制作中具有良好的价值体现。对焊加工推制弯头的坯料为平板或可展曲面,因而下料简单,精度容易,组装焊接方便,在加工时容易控制原料,操作比较简单,没有繁杂的工序,并且焊接和组装比较方便。
对焊弯头成形技术的基本工艺过程是:首先焊接一个横截面为多边形的多棱环壳或两端封闭的多棱扇形壳,当内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐变成圆,终成为一个圆形环壳。,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮容易开裂剥落),防止对焊弯头药皮粘油及其它脏物,以免致使碳钢冲压弯头焊缝增加含碳量和影响焊件质量。
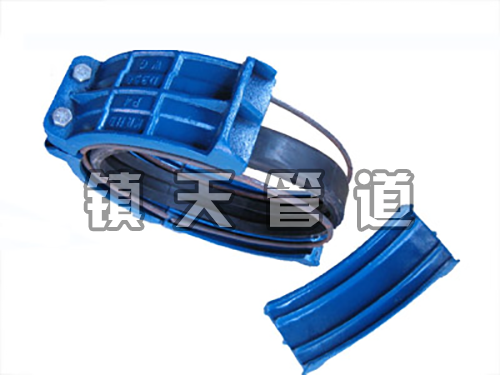
弯头的制作
1、带凸缘和圆缘的管件,前者指管子端部向内侧或外侧凸,后者指在管的圆周方向形成隆起的或凹槽的管件;
2、弯头变壁厚的管件,指沿管子长度方向使壁厚发生变化;
3、弯头弯曲管件,我们接触比较多的,就是将直管变为不同曲率半径的弯管,如弯头、弯管等等;
4、弯头变直径管件,指管端或管上某一部分直径减小;带卷边和封底类的管件,增加管端总强度向管的外侧或内侧卷边或将管件端部封住的管件;
5、改变断面的管件,根据要求,将圆形断面变为方形、椭圆形、多边形等等
在对焊弯头焊接装置时应留意以下要素,防止呈现工程疑问:
1、对焊弯头装置前,管节应逐根丈量,编号,宜选用管径相差小的管节组对对接。在地面临中拼接管道时,应选用14CM*14CM枕木将管垫平,不宜选用铁质钢管,并尽量减少管滚动,防止损坏管道的外。
2、下管前应先查看管节的内外层,合格后方可下管。管节构成管段下管时,管段的长度,吊距,应根据管径,壁厚,外层的资料品种及下管办法断定。吊绳应选用胶管套钢丝绳或大力绳等软性资料,防止坏钢管外层。弯管起点至接口的间隔不小于管径,且不得小于100MM。管节焊接选用的焊条应契合设计及规范规定。
3、将管内污物铲除洁净,并将管口边际与焊口两边打磨洁净,使其显露金属光泽,制造坡口。将两管管端对口定出管道基地,沿管子圆周方向点焊3处,(电焊缝长约4MM,高约5MM),并将两管定位。选用2-3MM层电焊满管子周缝。焊接弯头焊缝外表润滑无裂缝,气孔,砂眼及其他缺陷。
4、环境温度低于0℃时,电焊完成后须用石棉掩盖。电焊完成后将焊渣铲除。管子对口后应查看平直度,在距接口基地200MM处丈量,允许误差1MM/M,但全长允许误差不10MM。管子对口后应垫置结实,防止焊接过程中发生变形。
弯头的使用措施
1、长期存放的弯头,应作按期检查,常常对外露的加工表面须保持清洁,污垢,整洁地存放在室内透风干燥的地方,严禁堆置或露天存放。常常保持弯头的干燥和透风,保持器的清洁和整洁,按照准确的存放方法存放。
2、安装时,可将弯头按连接方式直接装置在管路上,按照使用的位置进行安装。一般情况下,可安装在管路任意位置上,但需便于操纵的检验,留意截止弯头介质流向应是纵阀瓣下面往,弯头只能水平安装。弯头在安装时要留意密封性,防止泛起泄漏现象,影响管道的正常运行。
3、弯头的球阀、截止阀、闸阀使用时,以免密封面受冲蚀,加速磨损。闸阀和上螺纹截止阀内有倒密封装置,手轮旋位置拧紧,即可阻止介质从填料处泄漏。
4、弯头应用手轮,请勿借助杠杆或其它工具,以免损坏阀件。手轮顺时针旋转为封闭,反之为开启。
5、弯头阀门填料压盖的螺栓应平均地拧紧,不应压成歪状态,以免碰伤阻碍阀杆运动或造成泄漏。
6、弯头在使用过程中,应常常保持清洁,传动螺纹按期润滑,发现故障时,应立刻休止使用,查明原因故障。