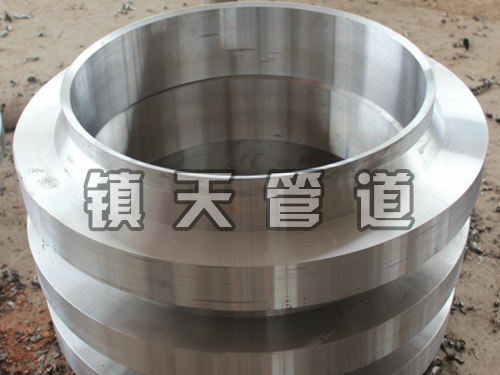
直缝钢管是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。直缝焊管生产工艺简单,生产,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30以上,而且生产速度较低。一般焊管用来输送低压流体。用Q195、Q21、Q23钢、Q235B普碳制造。也可采用易于焊接0317标准型号6012及钢母755软钢共同制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有要求,通常交货长度为4-10m,常要求定尺交货。焊管的规格用公称口径表示公称口径与实际不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种。
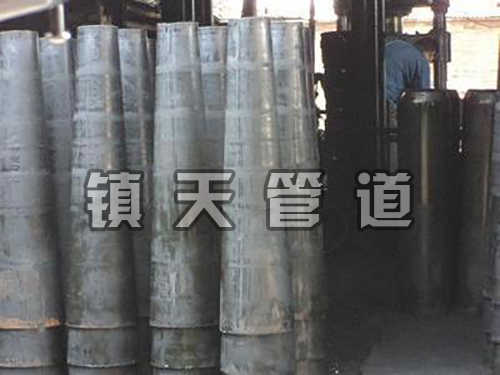
直缝钢管喷射除锈,除锈是通过大功率电机带动喷射叶片高速旋转,使钢丸、钢砂、铁丝段、矿物质等磨料在电机离心力作用下对直缝钢管表面进行喷射处理,不仅可以氧化物、铁锈和污物,而且直缝钢管在磨料猛烈冲击和磨擦力的作用下,还能达到所需要的均匀粗糙度。喷射除锈后,不仅可以扩大管子表面的物理吸附作用,而且可以增强层与管子表面的机械黏附作用。因此,喷射除锈是管道的理想除锈方式。一般而言,喷丸除锈主要用于管子内表面处理,抛丸除锈主要用于直缝钢管外表面处理。生产过程中要严格要求除锈相关技术指标,防止因操作失误造成对直缝钢管的地次损伤,直缝钢管经过除绣,产品外观与除绣前比起来会 加平滑,直缝钢管的除绣在钢管行业中是一项经常用到的技术。
直缝钢管焊接及电气控制系统:焊接系统主要由焊接电源、送丝控制装置和送丝机、地线导电刷等组成,基本配置一般为:前丝为林肯DC-1500一台,后续各丝为林肯AC-1200N台。送丝机控制装置:DC配NA-3S、AC配NA-4,送丝机型号为NA-3SF。电气控制系统主要由主控制柜、操作台、摄像监视系统组成。常见问题及解决方法:
1、气孔:预焊焊缝气孔导致内外焊的内部缺陷。预焊焊缝产生气孔,一般是由于保护气体质量不佳,如含有水分,压力流量不够等;焊枪出现部分堵塞保护气体形成的气罩不均,气体搅人;坡口上有锈蚀、油污等所致。
2、焊缝成型差:影响后序的内外焊跟踪,影响焊接过程的稳定,从而影响焊接质量。焊缝成型与线能量密切相关,焊接电流、电弧电压,焊速增大,焊缝熔深和熔宽减小,导致焊缝成型差。当焊缝中产生气孔时,也常常产生焊缝成型差现象。
3、飞溅:预焊中飞溅容易钢管表面或坡口,且不易,从而影响焊接质量和钢管外表面质量。产生飞溅的原因主要是保护气体成分不对或工艺参数不对,应搞保护气体中氩气的比例。
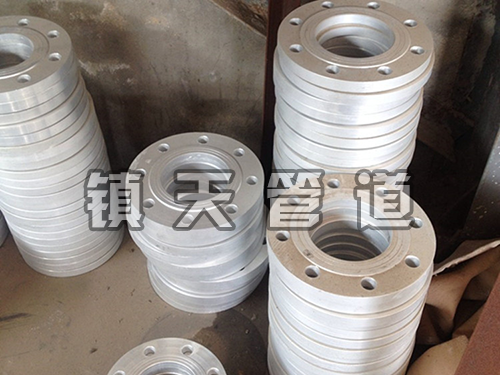
直缝钢管应用在天燃气中,那城市燃气钢管的选用,钢管是城市燃气工程中应用的管材。其主要优点是:、韧性好、承载应力大,抗冲击性和严密性好,可塑性好,便于焊接和热加工,壁厚较薄、节省金属。但其性较差,需要有妥善的措施。燃气工程中使用的钢管一般由 低碳钢或低合金钢制成。用于城市燃气管道的钢管主要有无缝钢管和焊接钢管两大类。无缝钢管的强度很高,但受生产工艺和成本的限制,一般是DN200以下的小口径钢管。焊接钢管种类较多,按焊接方式可分为直缝焊接钢管和螺旋缝焊接钢管两类。其中,直缝焊接钢管又包括直缝双面埋弧焊钢管和高频电阻焊钢管等几种。城市燃气管道包括输气干管、分配管道、用户引入管和室内燃气管道,各管道都有不同的用途。按输气压力的不同,又可分为低压、中压、次高压和高压。一般来说,管道压力越高,管道漏气的可能性越大,对管道的质量要求也越高;但采用较高压力的管道,则可以减少整个管网的初投资。不同用途、不同压力和不同直径的管道,就有不同材质和不同工艺。