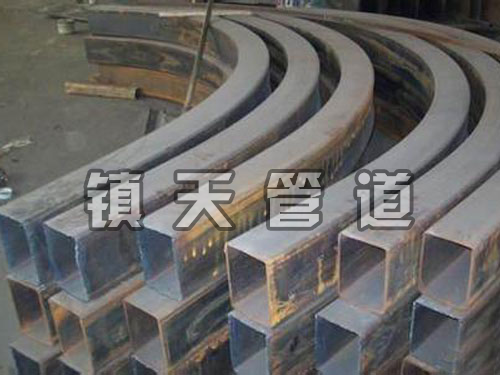
不锈钢弯头是早应用于批量生产没有缝弯头的成形工艺。目前,在常用规格的弯头生产中已被热推制法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄,不锈钢弯头成形的方法仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。与热推制工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。
不锈钢弯头加热温度的确定原则是材质奥氏体化温度以上,且推制时弯头内壁主压应力小于材料在此温度下的限度。材质奥氏体化温度越高加热温度越高;材质高温屈服限度越高加热温度越高。测温方式为固定式远红外测温仪和手动式远红外测温仪相结合,由感应圈形状及感应圈与芯棒头相对位置直接控制。感应圈形状是主要因素,感应圈与芯棒头相对位置是次要因素。加热温度高不锈钢弯头壁厚增大推进速度对推制弯头几何形状的影响推进速度作为一个重要的工艺参数,由液压系统流量调节直接控制弯头外壁伸长率小于材料在此温度下的伸长率。
下面,带您了解一下不锈钢弯头常用的钢材:
一、奥氏体不锈钢:基体以面心立方体构造的奥氏体组织(γ相)为主,无磁性,主要经过冷加工使其变强(并可能招致磁性)的不锈钢;
二、奥氏体-铁素体(双相)型不锈钢:基体兼有奥氏体和铁素体两相组织(其中较少相的含量普通大于15%),有磁性,能够经过冷加工使其变强的不锈钢;
三、铁素体型不锈钢:基体以体心立方体晶体构造的铁素体组织(α相)为主,有磁性,普通不能经过热处置硬化,但冷加工可使其细微变强的不锈钢;
四、马氏体型不锈钢:基体为马氏体组织,有磁性,经过热处置可调整其力学性能的不锈钢;
五、沉淀硬化型不锈钢:基体为奥氏体或马氏体组织,并能经过沉淀硬化(又称时效硬化)处置使其硬(强)化的不锈钢。
不锈钢弯头焊接时,受到一再加热析出碳化物,降低不怕侵蚀性和力学机能。不锈钢弯头皮有钛钙型和低氢型。钛钙型可用于交直流,但交流焊时熔深较浅,同时轻易发红,故不锈钢弯头尽概略接纳直流电源。为提防不锈钢弯头因为加热而发生睛间侵蚀,焊接电流不宜太年夜,比碳钢焊条较少20%摆布,电弧不宜过长,层间快冷,以窄焊道为宜。不锈钢弯头焊后硬化性较年夜,便利发生裂纹。若接纳同典型的不锈钢弯头焊接,需要进行300℃以上的预热和焊后700℃摆布的缓冷处置。若焊件不能进行焊后热处置。则应选用不锈钢弯头焊条。
不锈钢弯头主要用于埋地性给水和气体输送管道的链接上,能紧密的链接管材端口,质量不错。韧性强,能将管件拉长为原长度5倍而不出现断裂,适合于不平坦的地质条件而不影响它的链接性能。在有破口的情况下,也不会因为破口而出现口的延伸。防止腐蚀性:除了一些强氧化性物质,聚乙烯材质的管件能防止氧化性物质腐蚀。防渗漏:采用热熔和电熔技术,能将管材的接口端紧紧的连在一起,没有泄漏。