合金冲压弯头连接,抗振动,将连接部位一次性做,避免了“活接头”松动的可能性,施工便利,避免了现场焊接作业和套丝作业,厚壁冲压弯头的使用寿命不错。实地腐蚀试验数据标明,厚壁冲压弯头使用寿命可达100年,厚壁冲压弯头几乎不需要维护,因此,其性能价格比好,运行寿命成本较低,经济效益明显。厚壁冲压弯头现场安装为便利。安装耗时仅为焊接管件或套丝的1/3,缩短了工期和费用,避免了渗漏水情况发生。弯头在连接使用中按照相应的方式和原理进行控制和使用,具有良好的安装特性和价值,需要不断的采用相应的方式进行使用。
冲压弯头的不怕压性能,从设计应力上讲,合金冲压弯头的不怕压性能还不错。但由于各方面的因素,地板采暖管的的实际壁厚通常为2mm。而在这个壁厚下各类管材均能达到地板采暖的要求,冲压弯头管不怕压体现不出来。低温不怕热冲击性:PE--RT和PEX的不怕低温冲击性能比好。冬季施工时管材不易受到冲击而破裂,增加了施工安排的灵活性。冲压弯头原料不但具有合格的蠕变破变曲线,而且其管材价格适中,施工相对其它品种方便,连接形式属于现阶段稳定的本位互熔热熔连接的形式,管件部位的孔径大于相同规格管材的内径,在系统中因为没有局部缩径的机械连接方式,所以系统流体阻力相对小。
在把冲压弯头与管子相连接的时候,要注意焊接时的夹渣。夹渣的意思就是说在非金属夹渣物。而有这个现象出现的主要的原因就是说或者是管子,或者是冲压弯头的产品上面的坡口加工不正确,就是角度太小了,这是一个原因,还有一个原因就是焊接时的电流太小了,熔渣的黏度太大这样的一些问题的。由于黏度太大了,所以造成了熔渣浮不到表面,从而引起了夹渣的现象。
合金冲压弯头进行刨铣时影响经济性的决定性因素是冲压弯头的铣削速率与服务时间之间的折中做法。在头一次试验中,钢袋接受十五次湿式进刀,然后再接受十次干式铣削。其间在较长时间的运行之后会产生刀瘤和轻微的自由面磨损,因此在将来应对所有钢袋进行湿式加工。然后使用直径为81毫米、带有六个刀片的仿形铣刀。在相同的切削数值下,对厚壁冲压弯头袋上方的平面进行16.7分的干式铣削,与竞争对手的圆盘刀具相比,这种厚壁冲压弯头的使用寿命明显提升。
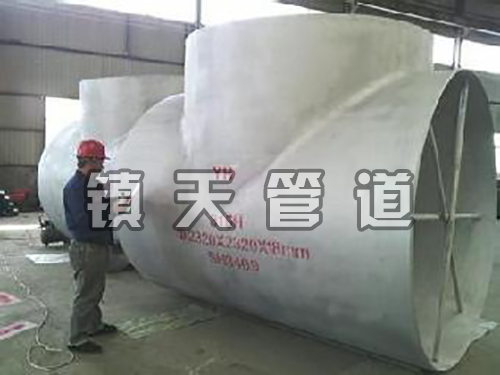
合金冲压弯头的用途:
1、合金冲压弯头适用于石油、化工、水电、建筑和锅炉等行业的管路系。不需管坯作原料,可节约制管设备及模具费用,且可任意大直径而壁厚相对较薄的碳钢弯头。
2、可以缩短制造周期,生产成本降低。因不需要任意设备,适合于现场加工大型碳钢弯头。坯料为平板或可展曲面,因而下料简单,精度容易确定,组装焊接方便。
合金冲压弯头的焊接:
1、为防止因为加热而产生睛间侵蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。
2、冲压弯头焊后硬化性大,轻易产生裂纹。若采用同类型的冲压弯头焊接,要进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用冲压弯头焊条。
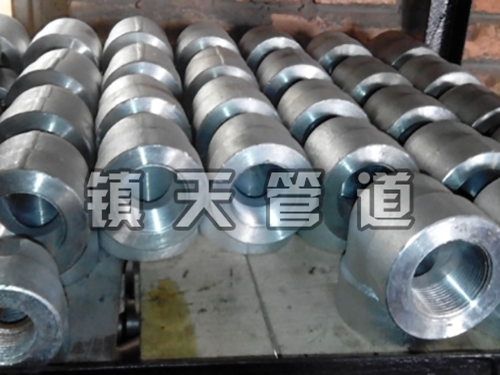
合金冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。冷挤压弯头的成形过程是使用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造。这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。
由于冲压弯头管材具有内壁光滑、热媒流动阻力小,使用寿命不错,安装方便等优点。近几年来被供暖系统中普遍的应用,冲压弯头做为采暖用管材正逐步成为采暖市场的主流产品优点;能承受强烈冲击的优点;光滑的表面;使用寿命在高温、低温下突出的柔软性热熔接以及可利用用做自来水管道时可达到卫生的要求冲压弯头采用特别的分子设计和合成工艺生产的聚乙烯管。由于各方面的因素,地板采暖管的的实际壁厚通常为而在这个壁厚下各类管材均能达到地板采暖的要求,冲压弯头管不怕压优点体现不出来;导热性:用于地板采暖的管材需要有好的导热性、低温不怕热冲击性的不怕低温冲击性能比好。冬季施工时管材不易受到冲击而破裂,增加了施工安排的灵活性可以回收利用,不污染环境。