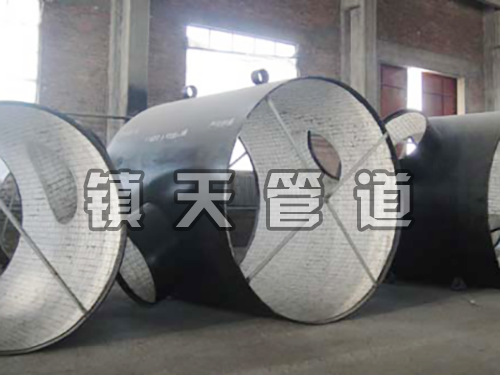
不锈钢弯头压制是在液压机上用压制夹具压制管坯的一种工艺方法,分为热压弯曲和冷压弯曲。
不锈钢弯头的生产工艺如下:
一、冷压弯曲成型工艺,采用用弯头成型机将管坯放入外模。上下模具闭合后,在推杆的作用下,管坯沿内外模具预留的间隙移动,完成成型过程。
二、热压弯曲成型工艺,管坯被加热,然后由专科设备加工成型。弯头加热到临界温度以上,保温一段时间,然后加入淬火剂。加入淬火机之后,管坯的温度会突然下降,并通过在临界冷却速度以上快冷却来制造。
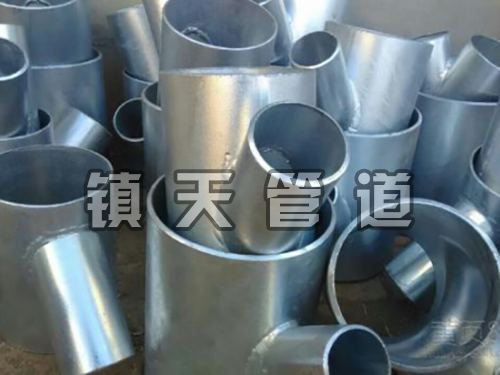
不锈钢弯头就是压制成型的焊接弯头,冲压焊接弯头,它是采用与管材相同材质的板材用冲压模具冲压成半块环形弯头,然后将两块半环弯头进行组对焊接成形。由于各类管道的焊接标准不同,通常是按组对点焊固定半成品出厂,现场施工根据管道焊缝等级进行焊接,因此,也称为两半焊接弯头。
不锈钢弯头在使用过程中应保持清洁,一旦发现故障,应立即停止使用,找出故障原因。那么大家知道不锈钢弯头使用时的操作事项有哪些?
一、不锈钢弯头的球阀、截止阀、闸阀使用时,只作全开或全闭,不允许做调节流量用,以免密封面受冲蚀,加速磨损。闸阀和上螺纹截止阀内有倒密封装置,手轮旋至位置拧紧,即可阻止介质从填料处泄漏。
二、不锈钢弯头使用一段时间需要按期检查,常常对外露的加工表面须保持清洁,去掉污垢,整洁地存放在室内透风干燥的地方,严禁堆置或露天存放。常常保持不锈钢弯头的干燥和透风,保持器的清洁和整洁,按照准确的存放方法存放。
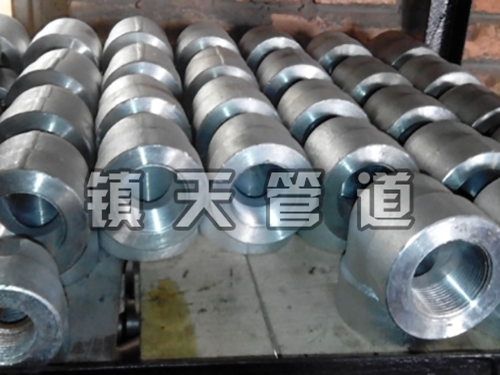
三、不锈钢弯头一般指的是在口径在以上,大口径弯头包括大口径直缝弯头,大口径无缝弯头对焊弯头。市场上使用多的是对焊弯头,直缝和无缝在大口径方面除了在原材料设备技术。
安装不锈钢弯头的经验分享如下:
一、安装前请做好以下准备工作,检查直径是否符合使用要求,检查过程中是否发现污垢,应采用各种不锈钢弯头标准。
二、不锈钢弯头时,可以根据连接方法和手册的使用位置直接将其安装在管道上。
三、不锈钢弯头只能水平安装。介质的流向应在纵向阀瓣下方向上;
四、闸阀和顶部螺纹截止阀上有倒的密封装置,可将手轮转到顶部位置并拧紧,以防止介质从填料泄漏。
五、安装不锈钢弯头时,请注意密封性,以防泄漏并且不影响管道的正常运行。
不锈钢弯头在制作工艺便是运用压力机出产制造的弯头,现在主合金钢冲压弯头是选用与管材相同质料的板材用冲压模具冲压成半块环形弯头,然后将两块半环弯头进行组对焊接成形.因为各类管道的焊接规范不相同,通常是按组对点固的半成品出厂,现场施工根据管道焊缝等级进行焊接要是出产后壁的冲压弯头。冲压弯头原选用要选用和本钱冲压弯头相同规范口径的钢管。而现在的推制弯头可以用小口径钢管的原材料推制大口径的弯头。
安装不锈钢弯头时,注意气密性,以防泄漏并且不影响管道的正常运行。使用不锈钢弯管球阀,手套阀和闸阀时,只能打开或关闭。它不能用于流量控制以防止密封面腐蚀和加速磨损。闸阀和顶部螺丝截止阀安装有反向密封件,手轮向上转动并拧紧,以防止介质从填料泄漏。依据不锈钢弯头加工温度不同,分为冷加工和热加工两种。碳钢弯头的主要加工办法有:半连续轧机:包括1机架炉卷轧机及5机架精轧机。在半连续轧机上,管件在精轧道次所阅历的热轧从管件的一端到另一端本质上是恒定的。在精轧机上道次间的时间通常少于3s。