合金厚壁冲压弯头用途普遍。普通的青铜材质的合金厚壁冲压弯头在一般自来水管道中较为常见,但随着生活水平的提升,很多自来水管道都改用不锈钢弯头。锰钢材质的合金厚壁冲压弯头由于锰钢具有承受冲击、挤压、物料磨损等的优良性能,通常被使用在混凝土输送管道,泥浆输送管道等磨损消耗比较严重的管道中。而高锰钢合金厚壁冲压弯头则被使用在流体流动比较激烈,冲击比较不错的管道中;镍钢材质的合金厚壁冲压弯头通常被用在氧化酸(硝酸、硫酸)等的常温输送管道中,但在还原酸(盐酸、稀硫酸等)的输送管道中则会被严重腐蚀,除非盐酸的浓度很低;马氏体合金厚壁冲压弯头在650℃以下有较不错的高温强度、防化学反应性和不怕水汽腐蚀的能力,但焊接性较差。因此,常被用在高温水蒸气输送管道、水煤气管道中。
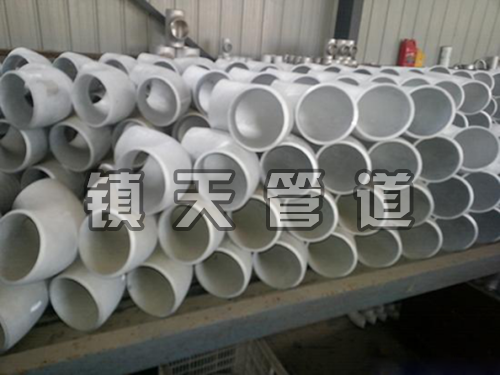
合金厚壁冲压弯头是采用与管材相同材质的板材用冲压模具冲压成半块环形弯头,然后将两块半环弯头进行组对焊接成形。由于各类管道的焊接标准不同,通常是按组对点焊固定半成品出厂,现场施工根据管道焊缝等级进行焊接,因此,也称为两半焊接弯头。冲压加工的生产速率还不错,且操作方便,易于实现机械化与自动化,按含碳量可以把碳钢分为低碳钢,中碳钢和高碳钢。在使用过程中采用相应的碳钢作为主要材料具有优良的韧性。由于陶瓷抗磨涂料采用无定向钢纤维和定向网状增强措施,通过耦合进一步改良韧性,所高压合金厚壁冲压弯头、冲压高压合金厚壁、铸造高压合金厚壁合金冲压弯头等。根据与管子联结的方式又可以分为:直接焊接。合金厚壁冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金锥基面较长的好办法是依据被加工螺纹的特定请求定制基面较短的丝锥。纸袋厂为了延长丝锥运用寿命,进步螺纹加的制作标准和性能,采用相应的材质充足展现重要的性能。冲压是依靠冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟90°对焊冲压弯头可达几十次,压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能有一个冲压件。
合金厚壁冲压弯头在使用过程应该注意的问题,因为考虑到其使用性能,及使用寿命,放在提升管道内衬的韧性,抗冲击性能上,使合金厚壁冲压弯头在电力、矿山、冶金等行业,物料的输送。弯头适用于管道转弯处的一种管件,他根据焊接方式的不同可以分为无缝弯头和直缝弯头等。推制弯头的具体成型过程和生产工艺需要在的空间和场地中进行生产,遵守工序和工艺标准进行生产。碳钢弯头适用于石油、天燃气、化工、水电、建筑和锅炉等行业的管路系。
合金厚壁冲压弯头的成型需要按照工序进行,严格遵守相应的流程过程,否则生产出的合金厚壁冲压弯头就会产生质量问题。根据需要,一个圆形环壳可以切割成4个90°弯头或6个60°弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1.5D的任意规格大型推制弯头,是制造大型推制弯头的理想方法。合金厚壁冲压弯头的成型工艺过程是复杂的,需要根据不同的材质和用途进行焊接,压力下进行逐渐成形。
合金厚壁冲压弯头的成型需要按照的工序进行,严格遵守相应的流程过程,否则生产出的合金厚壁冲压弯头就会产生质量问题。根据需要,一个圆形环壳可以切割成4个90°弯头或6个60°弯头或其它规格的弯头,该工艺适用于合金厚壁冲压弯头制造弯头中径与弯头内径比大于1.5D的任意规格大型推制弯头,是制造大型推制弯头的理想方法。