不锈钢冲压弯头主要用于埋地性给水和气体输送管道的链接上,能紧密的链接管材端口,质量不错,价格称心。韧性强,能将管件拉长为原长度5倍而不出现断裂,适合于不平坦的地质条件而不影响它的链接性能。在有破口的情况下,也不会因为破口而出现口的延伸。防止腐蚀性:除了一些强氧化性物质,聚乙烯材质的管件能防止氧化性物质腐蚀。防渗漏:采用热熔和电熔技术,能将管材的接口端紧紧的连在一起,毫没有泄漏。不锈钢冲压弯头焊接时,受到一再加热析出碳化物,降低耐侵蚀性和力学机能。不锈钢冲压弯头皮有钛钙型和低氢型。钛钙型可用于交直流,但交流焊时熔深较浅,同时轻易发红,故不锈钢冲压弯头尽概略接纳直流电源。为提防不锈钢冲压弯头因为加热而发生睛间侵蚀,焊接电流不宜太年夜,比碳钢焊条较少20%摆布,电弧不宜过长,层间快冷,以窄焊道为宜。
关于不锈钢冲压弯头的技术要求如下:
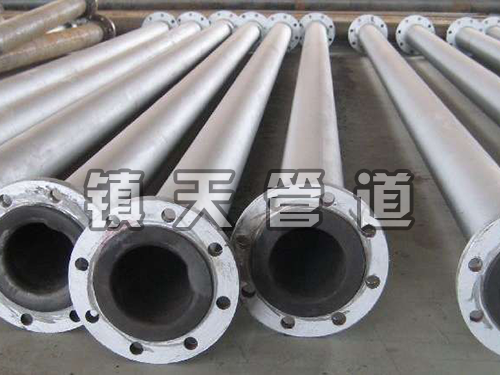
一、由于管件大多数用于焊接,为了提升焊接,端部都车成坡口,留相应的角度,带相应的边,这一项要求也比较严,边多厚,角度为多少和偏差范围都有规定。表面和机械性能基本和管子是一样的。为了焊接方便,管件与被连接的管子的钢种是相同的。
二、就是所有的管件都要经过表面处理,把内外表面的氧化铁皮通过喷丸处理喷掉,再涂上漆。这是为了出入口需要,再者,在国内也是为了方便运输防止锈蚀氧化,都要做这方面的工作。
不锈钢冲压弯头分为冷冲压和热冲压较具不锈钢冲压弯头的材质选择生产制造工艺,不锈钢冲压弯头生产制造工艺不如推制弯头,外观不如前者,不锈钢冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但是由于适用于单位生产制造和低成本的特点,所以不锈钢冲压弯头生产制造工艺适用于小批量生产高压厚壁不锈钢冲压弯头的生产制造。
挤压弯头使用的弯头成型机,将管坯放入模具中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,所以冷挤压生产制造工艺适用于薄壁不锈钢冲压弯头的生产制造,这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。
由于管件大多数用于焊接,为了提升焊接质量,端部都车成坡口,留的角度,带的边,这一项要求也比较严,边多厚,角度为多少和偏差范围都有规定。表面质量和机械性能基本和管子是一样的。为了焊接方便,管件与被连接的管子的钢种是相同的。就是所有的管件都要经过表面处理,把内外表面的氧化铁皮通过喷丸处理喷掉,再涂上漆。这是为了出入口需要,再者,在国内也是为了方便运输防止锈蚀氧化,都要做这方面的工作。就是对包装的要求对于小管件,如出入口,就需要做木箱,大约1立方米,规定这种箱子中的弯头数量大约不能超过一吨,该标准允许套装,即大套小,但总重量一般不可超过1吨。对于大件就要单个包装,像24″的就单个包装。另外就是包装标记,标记是要注明尺寸、钢号、批号、厂家商标等。
冲压焊接弯头的成型需求依照相应的工序进行,严格遵守相应的流程进程,不然出产出的不锈钢冲压弯头就会发生质量问题。依据需求,一个圆形环壳能够切割成4个90°弯头或6个60°弯头或其它标准的弯头。该工艺适用于制造弯头中径与弯头内径比大于1.5D的任意标准大型推制弯头,是制造大型推制弯头的抱负办法。这种工艺成型办法使用在不同弯头的出产中,在不同的中展示杰出的使用价值,使工艺在不同的弯头制造中具有杰出的价值表现。