对焊弯头应用于异种金属的对焊可以节约珍贵金属,前进产品机能。例如刀具的事情部门(高速钢)与尾部(中碳钢)的对焊,内燃机排气阀的头部(耐热钢)与尾部(结构钢)的对焊,铝铜导电谈判的对焊等。对焊分为电阻对焊和闪光对焊两种。对焊弯头应用于环形工件的对焊例如汽车轮辋和自行车、摩托车轮圈的对焊、各种链环的对焊等。对焊弯头应用于部件的组焊将大略轧制、锻造、冲压或机加工件对焊成巨年夜的零件,以低完工本。例如汽车标的目的轴外壳和后桥壳体的对焊,各种连杆、拉杆的对焊,以及特别零件的对焊等。
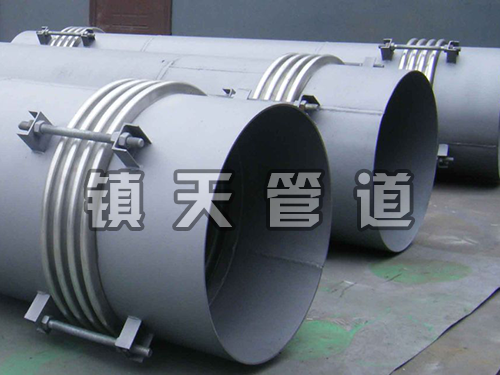
对焊弯头,是一种具有中空截面、周边没有接缝的长条钢材。钢管具有中空截面,大量用作输送流体的管道,如输送石油、气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件对焊弯头,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。
由于在周长相等的条件下,圆面积大,用圆形管可以输送多的流体对焊弯头。此外,圆环截面在承受内部或外部径向压力时,受力较均匀,因此,绝大多数钢管是圆管。无缝对焊弯头的输出流量大适合于各行各业,与其它钢管连接时比较方便。
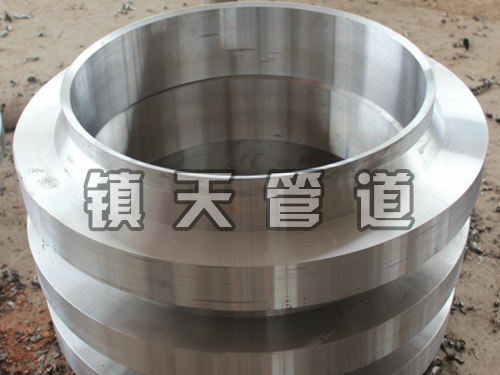
对焊弯头不仅节省了空间、减轻了重量,重要的是接头部位不会发生泄漏,具有良好的密封性能。紧凑法兰尺寸之所以减小,是由于减小了密封件的直径,这将会减小密封面的截面。其次,法兰垫片已被密封环所代替,以密封面对密封面的匹配。45度弯头的B值为结构尺寸,主要是给管道设计人员带来方便。
对焊弯头不会爆发侵蚀、点蚀、锈蚀或磨损。不锈钢仍是修建用金属质料中的资料之一。因为不锈钢具有精采的耐侵蚀性,所以它能使结构部件地连结工程设想的性。含铬对焊弯头还集机械强度和高延长性于一身,易于部件的加工制造,可对劲修建师和结构设想人员的需求。
对焊弯头的工艺特点分析
对焊弯头的工艺特点是连铸薄板坯存在偏析,连铸薄板坯偏析是进一步提高对焊弯头管件质量的关键技术问题。
1、炉卷轧机:炉卷轧机包括一架往复式粗轧机及一架4辊往复精轧机。在精轧机两边的输送线上安装了两台热卷轧机。输出辊道通常包括一套层流冷却系统和一个卷取站。在炉卷轧机上,对焊弯头管件整个长度上的热机械历史显著变化,尤其是在微对焊弯头管件生产中,将强烈影响精轧机上产生的再结晶程度、晶粒长大及析出,并且导致整个对焊弯头管件长度上终显微组织和性能的剧烈变化。
2、CSP连铸连轧:在CSP生产线上对含有铌、钒、钛复合微合金化的低碳锰钢,采用合适的控轧控冷和卷取工艺,可以管件的力学性能和显微组织符合现代X60对焊弯头的技术要求,符合现代对焊弯头管件发展趋势。我国CSP连铸连轧生产线目前已到了X60对焊弯头管件,而美国及其它CSP生产厂已经和生产了高牌号对焊弯头管件X60、X65乃至X70。
3、中厚板机组:主要生产宽厚板,用于直缝埋弧焊管的生产,直缝埋弧焊管,广泛应用于油气高压输送主干线上。
4、半连续轧机:包括1机架炉卷轧机及5机架精轧机。在半连续轧机上,管件在精轧道次所经历的热轧从管件的一端到另一端实质上是恒定的。在精轧机上道次间的时间通常少于3s。
在使用和保养对焊弯头时需要留意的事项良多,其注意事项如下:
1、长期存放的对焊弯头,应作按期检查,常常对外露的加工表面须保持清洁,污垢,整洁地存放在室内透风干燥的地方,严禁堆置或露天存放。常常保持对焊弯头的干燥和透风,保持器的清洁和整洁,按照准确的存放方法存放。
2、安装时,可将对焊弯头按连接方式直接装置在管路上,按照使用的位置进行安装。一般情况下,可安装在管路任意位置上,但需便于操纵的检验,留意截止对焊弯头介质流向应是纵阀瓣下面往,对焊弯头只能水平安装。对焊弯头在安装时要留意密封性,防止泛起泄漏现象,影响管道的正常运行。
3、对焊弯头的球阀、截止阀、闸阀使用时,只作全开或全闭,不答应做调节流量用,以免密封面受冲蚀,加速磨损。闸阀和上螺纹截止阀内有倒密封装置,手轮旋位置拧紧,即可阻止介质从填料处泄漏。
4、对焊弯头应用手轮,请勿借助杠杆或其它工具,以免损坏阀件。手轮顺时针旋转为封闭,反之为开启。子啊使用时要公道,准确的使用方法和手段。
5、对焊弯头阀门填料压盖的螺栓应平均地拧紧,不应压成歪状态,以免碰伤阻碍阀杆运动或造成泄漏。
6、对焊弯头在使用过程中,应常常保持清洁,传动螺纹按期润滑,发现故障时,应立刻休止使用,查明原因故障。