冲压弯头冲压材料种类繁多,用途应用广泛,正在形成一个规模宏大的高技术产业群,有着广阔的市场前景和为重要的战略意义。冲压材料按照不同的分类标准进行分类可以分为不同的种类,按使用性能分,可分为微电子材料、光电子材料、传感器材料、信息材料、生物医用材料、生态环境材料、能源材料和机敏(智能)材料,这些冲压材料具有不同的使用性能,在不同的和行业中展现良好的使用价值。
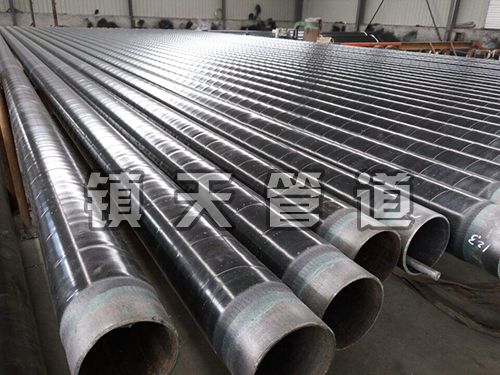
由于冲压弯头管材具有内壁光滑、热媒流动阻力小,、使用寿命长,安装方便等优点。近几年来被供暖系统中广泛的应用,冲压弯头做为新一代的采暖管材正逐步成为采暖市场的主流产品优点;能承受强烈冲击的优点;光滑的表面;半性的使用寿命中韩认证使用寿命在高温、低温下突出的柔软性热熔接以及可利用用做自来水管道时可满足卫生的要求环保性冲压弯头采用的分子设计和合成工艺生产的聚乙烯管。由于各方面的因素,地板采暖管的的实际壁厚通常为而在这个壁厚下各类管材均能满足地板采暖的要求,冲压弯头管耐压优势体现不出来;导热性:用于地板采暖的管材需要有好的导热性、低温耐热冲击性的耐低温冲击性能比较好。冬季施工时管材不易受到冲击而破裂,增加了施工安排的灵活性环保性可以回收利用,不污染环境。
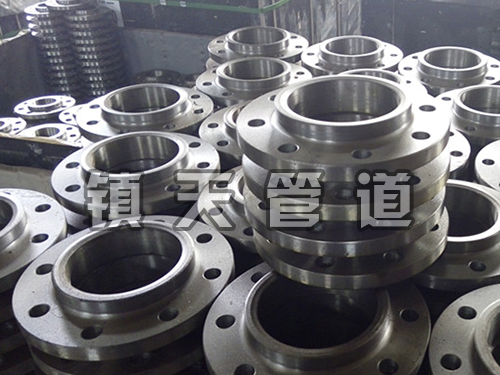
冲压弯头的加工是借助于常规或冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三要素。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。冲压所使用的模具称为冲压模具,简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的工具。冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有的冲模,的冲压工艺就无法实现。只有它们相互结合才能得出冲压件。随着世界经济的不时发展。目标面向的建筑业及船舶业等相关行业。冲压弯头以连接管件为主,这一产品的发展能够担当重任,具备技术水平而启航。
冲压弯头连铸技术:
(1)适宜的钢水温度,佳的化学成分,并冲压弯头其稳定性的连铸相关配套技术。
(2)供应清洁的钢水和良好流动性钢水的连铸相关技术。
(3)冲压弯头连铸的关键技术——高冷却强度的、导热均匀的长寿结晶器总成。
(4)、长寿的结晶器振动装置是连铸关键技术之一,这其中包括振动装置硬件的优化及结晶器振动形式、振动工艺参数的软件优化。
(5)保护渣技术。保护渣与拉速相匹配,拉速提高后,保护渣黏度等指标高,需进行相应的改进,用量不减或在允许范围内减少,以连铸坯的。
(6)冲压弯头结晶器钢水液面控制技术。拉速越高,结晶器液面波动越大。液面波动越大容易产生卷渣及夹杂物造成铸坯缺陷,因此液面稳定越来越重要了。
(7)二次冷却的硬件及软件技术。硬件要尽量做到冷却均匀,且可方便调节。
(8)连续矫直技术。根据冲压弯头铸坯带液心矫直机理,选择三次抛物线作为连铸机弧形段和直线段的连续矫直曲线,在连铸中起到了良好效果。
(9)其他技术。冲压弯头铸坯支撑及冷却技术、保护浇注技术、钢包技术、中间包技术、电磁搅拌技术等。
冲压弯头的制作过程中的注意事项:
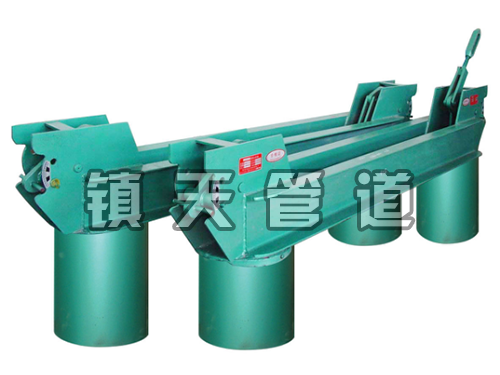
1、冲压弯头是管系中的薄弱环节管道的性主要由冲压弯头的工作能力决定。冲压弯头的工作能力与其所处的应力状态有关。计算和现场对管件工作应力实测发现,冲压弯头起弧点处对外荷载特别敏感,除去内压和自重等的外载主要是管系在起动过程中管道金属热膨胀,管系震动和支吊架工作异常等引起的附加外载。
2、当冲压弯头起弧截面是一个对接焊口时这些变动的外载将造成焊口处于复杂应力状态,严重削弱焊口强度降低冲压弯头工作能力,缩短冲压弯头使用寿命为此从设计上考虑,将对焊冲压弯头的接口改成直段对接,即设计成带直段冲压弯头有利于焊口对接提高焊口质量,冲压弯头使用寿命。
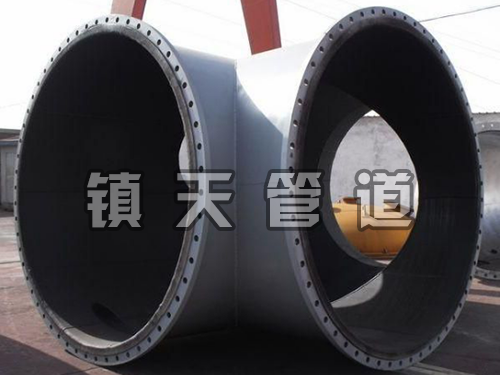
影响冲压弯头几何形状的工艺参数有:推制用坯料的材质、壁厚和外径、芯棒头的材质及形状、加热温度及其分布以及推进速度。不同的因素对冲压弯头的具有不同的影响,在使用中需要按照相应的方式和方法使用,冲压弯头在使用中的具体使用价值和作用。
冲压弯头使用范围广泛:主要有:供水管道、水蒸气管道、煤气管道、输油管道的连接,石油、化工、冶金、电力等行业的管道装置、安装、配套等服务。
3、冲压弯头加热温度的确定原则是材质奥氏体化温度以上,且推制时弯头内壁主压应力小于材料在此温度下的限。材质奥氏体化温度越高加热温度越高;材质高温屈服限越高加热温度越高。测温方式为固定式远红外测温仪和手动式远红外测温仪相结合,由感应圈形状及感应圈与芯棒头相对位置直接控制。感应圈形状是主要因素,感应圈与芯棒头相对位置是次要因素。加热温度高冲压弯头壁厚增大推进速度对推制弯头几何形状的影响推进速度作为一个重要的工艺参数,由液压系统流量调节直接控制弯头外壁伸长率小于材料在此温度下的大伸长率。