冲压弯头材进行刨铣时,铣削效率与服务时间之间的折中做法是影响经济性的决定性因素。在 先次试验中,钢袋接受十五次湿式进刀,然后再接受十次干式铣削。其间在较长时间的运行之后会产生刀瘤和轻微的自由面磨损,因此在将来应对所有钢袋进行湿式加工。然后使用直径为81毫米、带有六个刀片的仿形铣刀。在相同的切削数值下,对不锈钢冲压弯头袋上方的平面进行16.7分的干式铣削,与竞争对手的圆盘刀具相比,这种不锈钢冲压弯头的使用寿命明显提高。
冲压弯头进行焊接时的注意事项:
1、国标弯头为防止冲压弯头因为加热而产生睛间侵蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。
2、冲压弯头焊后硬化性较大,轻易产生裂纹。若采用同类型的冲压弯头焊接,进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理。则应选用冲压弯头焊条。
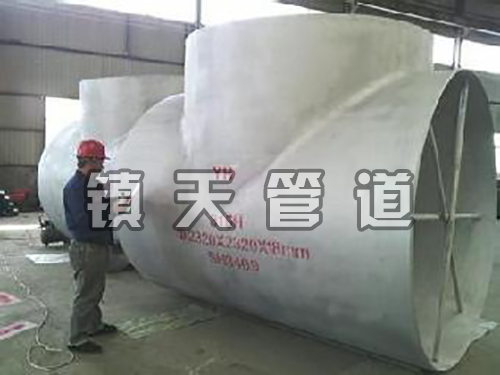
冲压成形弯头是较早应用于批量生产无缝弯头的成形工艺,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。产品有要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。
与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。
冲压弯头适用于石油、气、化工、水电、建筑和锅炉等行业的管路系,冲压弯头之所以被大量的使用在各行各业,其优点也被大家广泛的认可,大家分享一下冲压弯头的特点。
1、冲压弯头由于头冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。
2、冲压弯头由于模具了冲压弯头的尺寸与形状精度。
3、冲压弯头生产制造的效率比较高,而且操作简单,易于实现机械化与自动化。因为冲压是依靠冲压模具和冲压设备来完成加工生产,普通压力机的行程次数大约是每分钟几十次,高速压力要每分钟可达数百次甚至千次以上,每次冲压行程就可能一个冲件。(通常情况下每分钟达不到理论行程)。
4、冲压弯头碎屑料较少,因此原材料浪费的少,并且不需其它加热设备,因而是一种省料,节能的加工方法。
5、冲压弯头可加工的尺寸范围较小
冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。冷挤压弯头的成形过程是使用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造。